ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Замочное кондиционирование
При замочном кондиционировании используются преимущества мокрого дробления, когда солод в течение 50-60 с контактирует при 50-70°С с 60 л воды/100 кг солода. За это короткое время впитать воду (около 15 л/100 кг) успевают только оболочки, повысив свою влажность до 18-22% и приобретя эластичность. Такое же количество воды захватывается поверхностью зерен, а ее избыток (в количестве 20-30 л/100 кг солода) отводится. Такое кратковременное кондиционирование требует, однако, принудительного движения солода, чтобы за это время добиться нужного увлажнения. Принудительное прохождение солода достигается благодаря использованию следующих узлов:
· шлюзовых затворов (рис. 3.18);

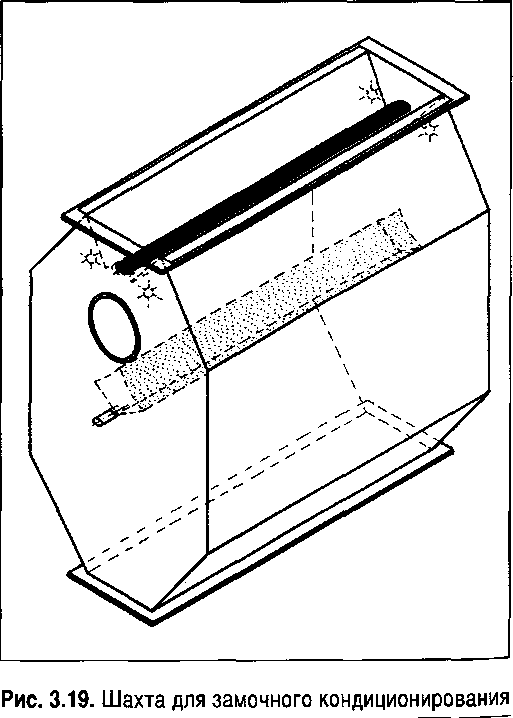
· шахт для замочного кондиционирования (рис. 3.19).
В заключение солод измельчается в расположенной ниже дробилке мокрого помола и после этого сразу же смешивается с водой, подаваемой для затирания, и избытком замочной воды.
Так как при затирании немедленно начинается активация ферментативных процессов, то в этот момент рекомендуется проводить биологическое подкисление.
 Дробилка мокрого помола с замочным кондиционированием действует следующим образом (рис. 3.20).
Дробилка мокрого помола с замочным кондиционированием действует следующим образом (рис. 3.20).
В бункер для солода (1) предварительно взвешенная засыпь солода помещается в сухом виде, а в шахте для замочного кондиционирования (2) непрерывно обеспечивается контакт солода с теплой водой в течение примерно 60 с (3). Температура воды, подаваемой на замачивание, может выбираться произвольно (обычно она составляет 60-70°С).
Так как поглощение воды с увеличением температуры проходит быстрее, то естественно, что данный процесс следует контролировать и регулировать. В приведенном примере регулирование выполняют посредством питающего валика (4) дробилки. За счет специального рифления пары дробильных вальцов (5) влажные оболочки сохраняются, а содержимое зерна измельчается.
Затем помол с помощью оросительных форсунок (6) перемешивается с водой, температура которой равна температуре начала затирания, и расположенным снизу насосом (8) затор перекачивается в заторный чан. Насос регулируют так, чтобы в процессе дробления дробилка никогда не оказывалась бы пустой (чем исключается опасное насыщение затора кислородом).
Питающий валик также имеет большое значение: он должен подать требуемое количество солода, распределив его по всей длине вальцов. Для этого он снабжен плавно регулируемым приводом, обеспечивающим вращение со скоростями от 25 до 138 об/мин.
Дробильные вальцы снабжены рифлями и расположены друг против друга остриями (резец на резец). Зазор между ними может плавно регулироваться (от 0,25 до 0,40 мм).
Скорость вращения вальцов изменяется в зависимости от степени растворения солода: плохо растворенный солод имеет более твердые зерна, из-за чего дробилка потребляет больше электроэнергии. Система управления уменьшает скорость вальцов, обеспечивая необходимое более длительное время замачивания.
Шахту для мокрого кондиционирования и дробилку изготавливают из нержавеющей стали для возможности их оптимальной мойки растворами CIP. Подобные дробилки выпускаются с производительностью от 4 до 20 т/час.
 У дробилок мокрого помола время дробления является одновременно временем стадии начала затирания, так как у них нет промежуточного бункера для помола. Поэтому они рассчитаны на большую производительность, создавая тем самым высокие пики потребления электроэнергии и, кроме того, они сами по себе сравнительно дороги.
У дробилок мокрого помола время дробления является одновременно временем стадии начала затирания, так как у них нет промежуточного бункера для помола. Поэтому они рассчитаны на большую производительность, создавая тем самым высокие пики потребления электроэнергии и, кроме того, они сами по себе сравнительно дороги.
Поглощение кислорода при этом виде дробления происходит уже в самом процессе дробления в связи с увеличенным временем начала затирания.
Комплектная линия подработки и дробления солода с сухим кондиционированным дроблением (рис. 3.21) работает следующим образом.
Поступающий из силоса солод направляется через солодоочистительную машину с виброситами (1). При этом отделяются грубые посторонние примеси. Пыль отсасывается в подключенный к солодоочистительной машине аспирационный канал (2). В камнеотборнике (4) отделяются еще оставшиеся камни и удаляется пыль (3). Солод взвешивается на автоматических весах (5). В зависимости от компоновки оборудования между машинами и установками линии подработки солода размещают транспортеры, представленные большей частью нориями (6) и шнеками. Магнитный сепаратор (7) удаляет все металлические предметы, препятствуя тем самым искрообразованию и повреждению вальцов. Для установки кондиционирования солода (9) требуется подведение воды (10) и наличие буферной воронки на впуске солода (8). Шлюзовой затвор (11) или другой регулятор дозирует солод на дробилку (12). После солододробилки помол собирается в бункере для дробленых зернопродуктов. Данный вариант линии подработки и дробления солода является одним из многих возможных вариантов.
Не нашли, что искали? Воспользуйтесь поиском: