ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Обработка профилограммы шероховатости поверхности
Обработку профилограммы начинают с выбора длины участка измерения. Под длиной участка измерения понимается минимальная длина участка поверхности, необходимая для надежного определения характеристик шероховатости, включающая в себя одну или несколько базовых длин. Длину участка L для определения параметра следует принимать в пределах, указанных в таблице 2.
Таблица 2 - Длина участка измерения
| Базовая длина l, мм | Число базовых длин, n | Длина участка измерения, L=l*n | Примерный вид обработки |
| 2,5 | 5,0 | Точение, фрезирование | |
| 0,8 | 3–4 | 2,5–3,2 | Тонкое точение, шлифование |
| 0,25 | 6–7 | 1,5–1,75 | Тонкое шлифование, полировка, доводка |
| 0,08 | 8–10 | 0,6–0,8 | Тонкое полирование, тонкая доводка |
Параметры Ra, Rz, и Sm определяются на одной базовой длине, но на нескольких отдельных участках профилограммы. Характеристикой шероховатости поверхности является среднее арифметическое из полученных значений параметров.
После выбора длины участка измерения определяют положение средней линии профиля одним из следующих способов:
· по способу наименьших квадратов;
· при помощи планиметра;
· на глаз, с последующим корректированием ее положения.
Способ наименьших квадратов дает наибольшую точность. При определении параметра Ra лучше применять первый способ, а при определении параметров Rz, Sm, S обычно пользуются третьим способом определения положения средней линия.
Определив положение средней линии, приступают к измерениям профиля с помощью металлической линейки, циркуля, миллиметровой бумаги или инструментального микроскопа.
Для определения действительных значений параметров шероховатости необходимо знать вертикальное и горизонтальное увеличение, с которыми производилась запись профиля.

Рисунок 22 – Общий вид профилографа – профилометра М - 201
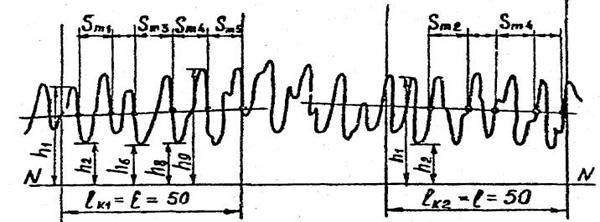
Рисунок 23 - Профилограмма
Рассмотрим, например, определения параметров Rz и Sm по профилограмме (рисунок 23), если известно, что вертикальное увеличение составляет 2000, горизонтальное–20, базовая длина 2,5 мм.
Выше отмечалось, что определение параметров Rz и Sm выполняется на нескольких участках профилограммы, каждый из которых равен базовой длине, или на одном участке, равном нескольким базовым длинам.
На профилограмме (рисунок 23) нет возможности выбрать участок, равный нескольким базовым длинам, поэтому для определения параметров Rz и Sm выберем два участка, каждый из которых равен базовой длине. С учетом горизонтального увеличения профилометра К=20 длина участка измерения Lk равна.
 , (17)
, (17)
где L=2,5 мм.–базовая длина.
Среднюю линию m и базовую линию N–N проводим на глаз. Средняя линия при этом проводится в пределах базовой длины так, чтобы площади по обеим сторонам от этой линии до линии профиля были примерно равны между собой.
Базовая линия N–N проводится параллельно к общему направлению профиля.
С помощью металлической линейки производим обмер профиля. Для определения Rz измеряют расстояния hi от базовой линии N–N до пяти высших точек выступов и до пяти низших точек впадин на каждом участке измерения. Величину Sm определяют по результатам измерения Smi в пределах базовой длины. Результаты измерения заносят в таблицу 3, а затем вычисляют параметры Rz и Sm.
Таблица 3 – Результаты обмера параметров профилограммы
| Участок | Расстояние h, мм. | Расстояние | |
| измерения | до вершины | до впадины | Sm, мм. |
| h1=35 | h2=14 | Sm1=9 | |
| h3=40 | h4=19 | Sm2=6 | |
| I | h5=34 | h6=14 | Sm3=11 |
| h7=39 | h8=15 | Sm4=9 | |
| h9=41 | h10=14 | Sm5=10 | |
| h1=37 | h2=14 | Sm1=11 | |
| h3=38 | h4=13 | Sm2=11 | |
| II | h5=39 | h6=16 | Sm3=8 |
| h7=39 | h8=13 | Sm4=11 | |
| h9=37 | h10=12 | Sm5=8 |
Величину Rz вычисляют по формуле (18), а Sm –по формуле (19).
 , (18)
, (18)
где h1, h3, h5, h7, h9–расстояние от базовой длины до высших точек выступов;
h2, h4, h6, h8, h10–расстояние от базовой длины до низших точек впадин;
Kв – вертикальное увеличение профилографа при снятии профилограммы;
 , (19)
, (19)
где Sm1, Sm2,...Smn–шаги неровностей профиля на выбранном участке измерения;
n–число шагов неровностей на выбранном участке измерения;
Kг–горизонтальное увеличение профилографа при снятии профилограммы.
Для первого участка:

Для второго участка:
 По результатам измерений параметров Rz и Sm на двух участках профилограммы определяется среднее значение параметров:
По результатам измерений параметров Rz и Sm на двух участках профилограммы определяется среднее значение параметров:


Профилометр портативный М–253
Профилометр портативный М–253 предназначен для измерения шероховатости металлических и неметаллических (пластмасс, стекло и др.) изделий (без повреждения их поверхностей) в цеховых условиях.
Измерение шероховатости производится путем ощупывания иглой исследуемой поверхности и отсчета результатов измерения по шкале показывающего прибора, градуированного по параметру Ra (ГОСТ 2789–73), в пределах 2,5-0,04 мкм. Прибор состоит из датчика с алмазной иглой, привода, электронного блока с показывающим прибором и комплекта приспособлений для закрепления различных деталей. Назначение узлов прибора, и принцип его действия аналогичны прибору профилографу-профилометру М–201 при работе в режиме профилометра. Отличительными особенностями прибора М–253 являются:
· небольшие размеры и простота управления, позволяющие применять его в цеховых и лабораторных условиях;
· специальная конструкция привода датчика, позволяющая устанавливать его на крупногабаритные детали и определить шероховатость их поверхностей (например, станины и корпусные детали, крупные валы).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 Назовите параметры шероховатости поверхности, регламентируемые ГОСТ 2789–73.
2 Как обозначается шероховатость поверхности на рабочих чертежах деталей по ГОСТ 2789–73?
3 Назначение и технические возможности приборов МИС–II, М–201, М–253.
Не нашли, что искали? Воспользуйтесь поиском: