ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Назначение и классификация калибров
Калибры предназначены для контроля деталей типа валов и втулок в процессе изготовления. Калибрами проверяют наибольший и наименьший предельные размеры деталей, т.е. проверяют, находится ли действительный размер в пределах допуска детали. По назначению калибры подразделяются на рабочие и контрольные. Рабочими калибрами контролируют детали на рабочих местах при их изготовлении. Контрольными калибрами осуществляют проверку годности рабочих калибров. Контрольные калибры бывают только калибры-пробки, которыми оценивается годность рабочих калибров–скоб. Калибры–пробки (рабочие) контролируются приборами, имеющими высокую точность измерения (± 1мкм). Калибры-пробки для контроля отверстий и калибры–скобы для контроля валов показаны на рисунке 26 а, б.
Калибры изготавливают, как правило, двухсторонними. Одна сторона проходная, а вторая–непроходная.
Приняты следующие обозначения калибров:
рабочий проходной – Р–ПР;
рабочий непроходной – Р–НЕ;
контрольный для проверки
рабочего проходного – К -РП;
контрольный для проверки
рабочего непроходного – К–НЕ;
контрольный для проверки
износа рабочего проходного – К–И.
Из рисунка 26 а видно, что длина проходного калибра больше, чем длина непроходного. Делается это для обеспечения более полного контакта калибра с контролируемой деталью и для увеличения срока службы проходного калибра, т.к. за счет большей площади контакта уменьшается интенсивность его изнашивания.
Допуски калибров
Полноценный контроль калибрами обеспечивается лишь при соответствующей точности их изготовления. Для калибров устанавливают допуски на изготовление и износ (у проходных). Допусками на изготовление руководствуются при изготовлении калибров в инструментальных цехах.
Допуски на износ учитываются при аттестации калибров, находящихся в эксплуатации. У проходных и непроходных калибров допуски на изготовление одинаковы. Допуск калибров на износ составляет 75–150 % от допуска на изготовление (в зависимости от квалитета). Схема полей допусков рабочих и контрольных калибров показана на рисунке 27.
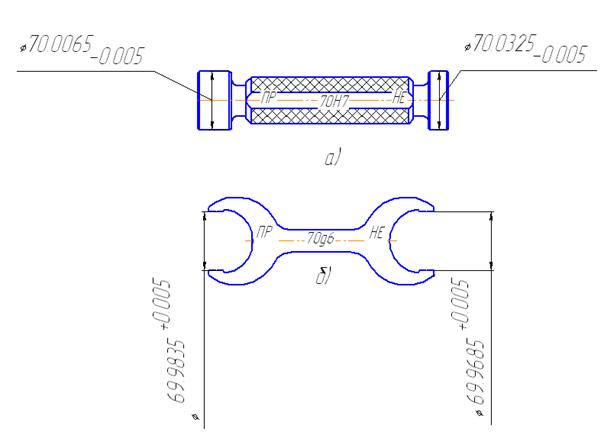

Рисунок 26 - Калибры:
калибры-пробки (а), калибры-скобы (б), схема контроля отверстия калибрами-пробками (в).
При контроле деталей калибрами различают допуски: табличный, производственный и гарантированный.
Табличный допуск – допуск контролируемой детали, который устанавливается и зависимости от размера и требуемой точности (квалитета) изготовления детали. Он выбирается из таблиц стандартов.
Производственный допуск – для отверстия – это разность между наименьший размером непроходного калибра и наибольшим размером проходного калибра – пробки, а для вала – разность между наименьшим размером проходного калибра и наибольшим размером непроходного калибра – скобы.
Гарантированный допуск – это допуск, который гарантируется при контроле детали калибрами. Для отверстия он равен разности между наибольшим размером непроходного калибра и размером предельно изношенного проходного калибра – пробки, а для вала –разность размеров между наименьшим размером непроходного калибра и размером предельно изношенного калибра – скобы.
У калибров различают размеры: номинальный, действительный, наибольший, наименьший, исполнительный, размер предельно изношенного калибра (только для проходных).
У калибров – пробок номинальными размерами являются: для проходной – наименьший размер отверстия, а для непроходной –наибольший размер отверстия.
У калибров – скоб номинальными размерами являются предельные размеры вала: для проходного – наибольший, а для непроходного –наименьший.

Рисунок 27 - Схема полей допусков рабочих и контрольных калибров
Исполнительный размер калибра – это размер, по которому изготовляется калибр. Назначается исполнительный размер по принципу максимума металла. Для калибра–пробки берется наибольший размер, и все поле допуска со знаком (–) назначается в отклонение. Для калибра–скобы необходимо взять наименьший размер и все поле допуска со знаком (+) назначить в отклонение.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 Почему калибры называются предельными?
2 Как делятся калибры по назначению?
3 Что такое производственный, гарантированный допуск?
4 Объяснить принцип работы оптиметра и как производится настройка его на нуль?
5 Что такое исполнительный размер калибра и как он назначается для калибров - скоб и калибров - пробок?
Не нашли, что искали? Воспользуйтесь поиском: