ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Что характеризуют понятия «сопротивление» и «проводимость», принципы конструирование резистивных и проводниковых материалов.
Электрический ток — это направленное движение положительных или отрицательных электрических зарядов под действием электрического поля. Вещества, обладающие электронной проводимостью, называют проводниками первого рода. Проводящие среды, в которых прохождение тока обеспечивается движением частиц вещества — ионов, называют проводниками второго рода. К ним относятся электролиты—растворы и расплавы. Плазма имеет смешанную проводимость. Уд. сопр-ие проводника при заданной темпир-ре t:
 , где
, где  - уд.сопр-ие проводника при темпир-ре 293 К,
- уд.сопр-ие проводника при темпир-ре 293 К,  - темпир-ый коэф-нт Эл.сопр-ия, Ом/К.На практике, для характеристики проводников используют величину ρ, называемую удельным сопротивлением.При создании нагревательных элементов - резисторов, прежде всего, конструируют материал для их изготовления, имея в виду соотношение
- темпир-ый коэф-нт Эл.сопр-ия, Ом/К.На практике, для характеристики проводников используют величину ρ, называемую удельным сопротивлением.При создании нагревательных элементов - резисторов, прежде всего, конструируют материал для их изготовления, имея в виду соотношение  .
.
20.Принцип работы и области применения электрофильтров  Электрофильтр, как агрегат, состоит из следующих основных элементов (рис. 19.1): 1.система подготовки газов для подачи в электрофильтр, в которую входят устройства для увлажнения газа и выравнивания профиля скоростей; 2. источник питания — повышающий трансформатор в комп
Электрофильтр, как агрегат, состоит из следующих основных элементов (рис. 19.1): 1.система подготовки газов для подачи в электрофильтр, в которую входят устройства для увлажнения газа и выравнивания профиля скоростей; 2. источник питания — повышающий трансформатор в комп
лекте с регулирующим автотрансформатором и высоковольтный
выпрямитель; 3.собственно электрофильтр.
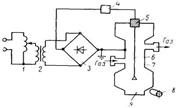
Принцип действия электрофильтра заключается в следующем. От источника питания через изолирующий ввод на коронирующий электрод и осадительный электрод подается высокое напряжение постоянного тока. Между электродами возникает резко неоднородное электрическое поле. Необходимая разность потенциалов Uo для возникновения коронного разряда в электрофильтре определяется по известному значению E0 для соответствующей системы электродов. Подобная ионизация называется коронированием. После образования короны в электрофильтре возникают две различные зоны. Первая из них расположена вокруг коронирующего электрода. Она заполнена положительно и отрицательно заряженными ионами и электронами. Вторая зона занимает пространство между короной и осадительным электродом, она заполнена только отрицательными ионами и электронами.
21.Электронно – лучевая обработка, устройство и принцип действия электронной пушки. Электронно-лучевой нагрев применяется для обработки туго-плавких и химически активных металлов, сварки, испарения металлов и оксидов, выращивания монокристаллов, металлизации и напыления и т. д. С технологической точки зрения основными преимуществами электронно-лучевого нагрева следует считать: а) возможность в широких пределах плавно изменять удельную энергию в зоне нагрева; б) большую удельную мощность (от десятков ватт до нескольких мегаватт) в месте взаимодействия электронного луча с обрабатываемым изделием); в) возможность управления пространственным положением луча с помощью магнитной системы;
г) возможность использования вакуума как рабочей среды; д) возможность получения малоразмерной (прецизионной) зоны воздействия электронного луча на обрабатываемый материал 
луча, а также улавливает ушедшие от пучка электроны. Пройдя диафрагму луч попадает электромагн. фокусир. линзу 6 и затем направл. на поверхность обрабат. детали.
22.По какому параметру и как производится регулирование мощности электротермических установок разного принципа действия. При включении электропроводных материалов в цепь электрического тока нагрев происходит в соответствии с законом Джоуля – Ленца. Величина электрической энергии, преобразующейся в тепловую энергию, обеспечивается внутренним и внешним регулированием работы установок.  Внутреннее регулирование мощности электротермических установок производится изменением длины и сечения нагревательных элементов, последовательным и параллельным соединением нагревательных элементов, переключением их с треугольника на звезду. Внешнее регулирование производится изменением величины подводимого напряжения U и временем включенного состояния t установок.
Внутреннее регулирование мощности электротермических установок производится изменением длины и сечения нагревательных элементов, последовательным и параллельным соединением нагревательных элементов, переключением их с треугольника на звезду. Внешнее регулирование производится изменением величины подводимого напряжения U и временем включенного состояния t установок.
Особенностью этих процессов является изменяющееся в широком диапазоне значение коэффициентов электропроводности σ и теплопроводности λ материала при изменении температуры в условиях сохранения постоянными геометрических размеров проводника. Принцип резистивного нагрева применим для обработки веществ, находящихся в твёрдом, жидком и плазменном состоянии.
23.Энергетические основы контактной сварки металлов. Контактная сварка металлов – образование неразъемных соединений сжатых деталей путем сплавления их в точках соприкосновения при кратковременном прохождении через них электрического тока с последующим застыванием расплава за счет теплопроводности в массу деталей. Контактная сварка имеет широкое распространение в машиностроении, автомобильной промышленности, при изготовлении радиоэлектронной аппаратуры и изделий из металлов различного назначения. Контакная сварка объединяет большую группу методов сварки, отличит. особенностью кот. явл. надежность получ соединений, высокий уровень автоматизации и механизации, выс. произ-сть процесса и культура пр-ва. Контактное сопротивление соприкасающихся деталей образуется в результате наличия разности энергий электронов в их материалах, а также из-за наличия на соединяемых поверхностях микронеровностей и загрязнений. Энергия, выделяющаяся в точке сварки, определяется выражением  где Rk – контактное сопротивление между деталями, Rd – сопротивление детали от электрода до места сварки, I – сварочный ток, τ – длительность прохождения тока. Очевидно, что необходимая для сварки энергия, при исчезающее малом сопротивлении контакта и протекании больших токов – сотни и тысячи ампер, должна выделяться за короткое время порядка долей или единиц секунд. Напряжение на контактах сварочных машин составляет 1÷6В, сжимающее усилие находится в пределах 0,15 ÷1,2 гПа.
где Rk – контактное сопротивление между деталями, Rd – сопротивление детали от электрода до места сварки, I – сварочный ток, τ – длительность прохождения тока. Очевидно, что необходимая для сварки энергия, при исчезающее малом сопротивлении контакта и протекании больших токов – сотни и тысячи ампер, должна выделяться за короткое время порядка долей или единиц секунд. Напряжение на контактах сварочных машин составляет 1÷6В, сжимающее усилие находится в пределах 0,15 ÷1,2 гПа.
24.Из каких составляющих образуется цикл контактной сварки. Электрич. контакная сварка предст. собой процесс образования неразъемного соединения в рез-те нагрева металлич. деталей протекающим по ним Эл.током, расплавления и сдавливания деталей с послед. охлаждением зоны сварки за счет теплопроводности в тело свариваемых деталей.. По способу получения соединений различают точечную, роликовую и стыковую контактные сварки. Контактное сопротивление соприкасающихся деталей образуется в результате наличия разности энергий электронов в их материалах, а также из-за наличия на соединяемых поверхностях микронеровностей и загрязнений. Контактное сопротивление имеет небольшую величину порядка сотых и тысячных долей Ома. В процессе сварки в результате сплавления деталей сопротивление в месте сварки уменьшается до нуля, после чего дальнейшее прохождение тока не целесообразно и ток прекращается. Цикл контакной сварки рассмотрим на примере точечной сварки.

25. Состав оборудования установок контактной сварки. Оборудование машин контактной сварки включает сварочные трансформаторы, источники импульсного тока, быстродействующие коммутаторы тока, реле времени, системы создания сварочного давления, синхронизирующие системы и компьютеры. В машинах контактной сварки общего назначения с целью повышения надежности широко применяются сварочные трансформаторы с витыми сердечниками и обмотками.По роду питания, преобразования или накопления энергии различаются следующие машины контактной сварки: а) однофазного переменного тока промышленной или пониженной частоты; б) постоянного тока (с выпрямлением тока во вторичном контуре); в) трехфазного тока, низкочастотные с тиристорным преобразователем; г) с накоплением энергии (в конденсаторах, электромагнитных системах, вращающихся массах).Машины контактной сварки с выпрямлением тока на стороне низкого напряжения сварочного трансформатора обладают рядом технологических и энергетических преимуществ, применительно к сварке крупногабаритных листовых конструкций из алюминиевых сплавов, титана, жаропрочных и нержавеющих сталей.К преимуществам конденсаторных машин, применяемых для точечной сварки изделий из легких сплавов малой толщины. Электрическая силовая часть машин контактной сварки обеспечивает получение необходимого сварочного тока (2—10 кА) от питающей сети 380 или 220 В при мощности источников питания 75—750 кВ-А.
26.Физические основы нагрева проводящих материалов в переменном магнитном поле. Индукционный нагрев является результатом поглощения веществом энергии магнитного поля, преобразования её внутри вещества в энергию движущихся носителей зарядов, нагревающих вещество по закону Джоуля – Ленца Переменный магнитный поток Φ, создаваемый индуктором и пропорциональный числу витков индуктора W и величине протекающего по нему тока I, создаёт в нагреваемом теле ЭДС  ,которая вызывает электрический ток, нагревающий тело по закону Джоуля – Ленца.. Поэтому индукционный нагрев по своей природе является поверхностным, глубина проникновения поля и соответственно глубина прогрева уменьшаются при повышении частоты тока индуктора. Мощность, выделяющаяся в нагреваемом теле, определяется через значение мощности, выделяющейся в металлическом цилиндре на 1м его длины
,которая вызывает электрический ток, нагревающий тело по закону Джоуля – Ленца.. Поэтому индукционный нагрев по своей природе является поверхностным, глубина проникновения поля и соответственно глубина прогрева уменьшаются при повышении частоты тока индуктора. Мощность, выделяющаяся в нагреваемом теле, определяется через значение мощности, выделяющейся в металлическом цилиндре на 1м его длины
 kВт\ см²,
kВт\ см²,
Здесь Iw – ток и число витков индуктора, μ и ρ – магнитная проницаемость и удельное сопротивление нагреваемого материала, ƒ – частота тока, F – коэффициент согласования размера и формы индуктора с нагреваемым телом
27. Как регулируется глубина прогрева металла при индукционном нагреве. При индукционном нагреве отсутствует электрическая связь нагреваемого тела с источником электрической энергии. Для передачи энергии от источника питания в нагреваемое тело используется переменное магнитное поле, создаваемое индуктором в виде, например, катушки, состоящей из нескольких витков хорошего проводника, внутрь которой помещается нагреваемое тело. Переменный магнитный поток Φ, создаваемый индуктором и пропорциональный числу витков индуктора W и величине протекающего по нему тока I, создаёт в нагреваемом теле ЭДС  ,которая вызывает электрический ток, нагревающий тело по закону Джоуля – Ленца. Поэтому индукционный нагрев по своей природе является поверхностным, глубина проникновения поля и соответственно глубина прогрева уменьшаются при повышении частоты тока индуктора. Мощность, выделяющаяся в нагреваемом теле, определяется через значение мощности, выделяющейся в металлическом цилиндре на 1м его длины
,которая вызывает электрический ток, нагревающий тело по закону Джоуля – Ленца. Поэтому индукционный нагрев по своей природе является поверхностным, глубина проникновения поля и соответственно глубина прогрева уменьшаются при повышении частоты тока индуктора. Мощность, выделяющаяся в нагреваемом теле, определяется через значение мощности, выделяющейся в металлическом цилиндре на 1м его длины
 kВт\ cм²,
kВт\ cм²,
В слое нагреваемого металлического тела толщиной Δ выделяется 86,4% энергии, развиваемой индуктором
 .Отсюда следует, что глубина нагрева увеличивается с ростом удельного сопротивления и уменьшением магнитной проницаемости нагреваемого тела и частоты тока.
.Отсюда следует, что глубина нагрева увеличивается с ростом удельного сопротивления и уменьшением магнитной проницаемости нагреваемого тела и частоты тока.
28.Применение индукционного нагрева в металлургии и машиностроении. Индукц.нагрев проводящих тел основан на поглощении ими электромагнитной энергии, возникновении наведенных вихревых токов, нагревающих тело по закону Джоуля-Ленца. переменное магн. поле созд. индуктором, кот. по отношению к нагреваемомоу телу выполн. роль первичной обмотки тр-ра. Нагреваемое тело выполн. роль вторичной обмотки тр-ра, сожерж-щий один короткозамкнутый виток. Индукционный нагрев используется для следующих целей. - Плавление металлов в канальных и тигельных печах.-Выращивание монокристаллов кремния, германия и оптически активных рабочих элементов лазеров. Нагрев крупногабаритных изделий и больших объёмов металла, например, в печи ёмкостью 60 т, производительностью 36 т\час, мощностью 17000 кВт производится на промышленной частоте с использованием специальных трансформаторов. При нагреве малых объёмов металла для питания индукционных установок, работающих на повышенных и высоких частотах, применяются специализированные преобразователи частоты.
29.Физические основы нагрева диэлектриков в переменном электрическом поле. Использование электрического тока, проходящего через диэлектрики и полупроводники в переменном электрическом поле, является основой диэлектрического нагрева, который имеет преимущества перед другими способами нагрева. Это быстрота, равномерность и высокая производительность. Частицы диэлектрика, помещенного в электрическое поле, испытывают механическое воздействие, смещающее положительно заряженные частицы в одну сторону, а отрицательно — в другую. В результате центры электрического действия положительных и отрицательных частиц не совпадают и во внешнем пространстве такая молекула воспринимается как диполь, т. е. как система двух равных, но противоположных зарядов + q n — q, смещенных друг относительно друга на расстояние l. Такой диэлектрик, имеющий ориентированные в одном направлении диполи, называют поляризованным. Произведение заряда частицы на смещение l называют электрическим моментом диполя m = gl (Кл*м), который связан с напряженностью электрического поля Е соотношением ш = = аЕ, где а — мера упругой деформации молекулы или атома — их поляризуемость. Поляризация диэлектрика происходит не только в постоянном, но и в переменном электрическом поле. В этом случае направление поляризации меняется с частотой поля, упругие диполи вибрируют, жесткие поворачиваются в прямом и обратном направлениях.
30.Промышленное применение высокочастотного нагрева Диэлектрики, находящиеся в твёрдом или жидком состоянии, а также газы любого химического состава нагреваются под воздействием электрического поля высокой или сверхвысокой частоты. Вся энергия поля вводится в массу нагреваемого материала. Установки, в которых используются токи высокой частоты можно разделить на следующие типы. - Высокочастотные установки для нагрева крупных изделий – сушка тюков шерсти и хлопка, лесоматериалов, обжиг крупных электроизоляторов, производство звукопоглощающих и теплоизоляционных материалов.- Высокочастотные установки для сушки текстильного волокна, тканей, бумаги, фотоплёнки, нагрева химических и фармацевтических препаратов, производство клеев и изготовление крупных изделий из пластмасс.
- Микроволновые печи - установки для размораживания продуктов, приготовления пищи, сушки чая, плодов, картофеля, обжига простых керамических изделий.- Высокочастотные нагреватели для производства изделий из полиэтилена – бутылок, одноразовых шприцов, коробок, упаковочных материалов, получения «стёганых» прошитых изделий. По технологическим признакам установки высокочастотного диэлектрического нагрева подразделяют на три вида.
31.Установки резистивного нагрева, как осущ. регулир. энергии К установка резистивного нагрева относятся установки, работающие на основе закона Джоуля-Ленца под дейстивием электрического тока. К таки установкам относятся различные нагревательные элементы, установки электроотопления и электрообогрева (примен. для сушки изделий после окраски, пропитки, сушки помещений при строит. работах, подогрева газов для различн. технологич. целей, отопление помещений, разогрева емкостей с жидкостью и т.д.), различные электрические печи сопротивления (ЭПС). Мощность современных ЭПС колеблется от долей киловатта до неск. мегаватт. Печи мощностью более 20кВт обычно выполн. трехфазными и подкл. к сетям напр-ием 220,380,660 В непосредственно или ч/з печные тр-ры. Величина электрической энергии, преобразующейся в тепловую энергию, обеспечивается внутренним и внешним регулированием работы установок.  где U – подводимое напряжение, I - ток, протекающий по цепи, t – время включенного состояния установки, (ρL \S) – параметры нагревательного элемента – резистора.
где U – подводимое напряжение, I - ток, протекающий по цепи, t – время включенного состояния установки, (ρL \S) – параметры нагревательного элемента – резистора.
Внутреннее регулирование мощности электротермических установок производится изменением длины и сечения нагревательных элементов, последовательным и параллельным соединением нагревательных элементов, переключением их с треугольника на звезду. Внешнее регулирование производится изменением величины подводимого напряжения U и временем включенного состояния t установок.
Не нашли, что искали? Воспользуйтесь поиском: