ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Подъёмно-транспортное оборудование.
Для удобства и возможности доступа ко всем узлам и агрегатам легкового автомобиля на предприятиях автосервиса широкое распространение получили различные подъёмники. Они могут быть оборудованы электромеханическим, гидравлическим и реже пневматическим приводом. Для обслуживания и ремонта легковых автомобилей применяются двухстоечные, четырехстоечные, пантографные (ножничные) и плунжерные подъемники, а также опрокидыватели. При обслуживании автомобиля на осмотровых канавах могут применяться канавные подъемники.
Наиболее широко применяются н а п о л ь н ы е д в у х с т о е ч н ы е э л е к т р о м е х а н и ч е с к и е п о д ъ е м н и к и грузоподъемностью 2…3 т. Такой подъемник состоит из двух коробчатых стоек 1 (рис 1.10) и поперечины 7. В каждой стойке размещен ходовой винт, по которому перемещается грузоподъемная гайка. К гайке прикреплена каретка 2 с шарнирно установленными раздвижными подхватами 3. Грузоподъемные (ходовые) винты приводятся в действие электродвигателем 5 через редуктор 6, установленный на одной из стоек. Вращение на другой винт передается с помощью цепной передачи, установленной внутри поперечины 7.

Рис. 1.10. Двухстоечный подъемник
Управление подъемником осуществляется при помощи кнопочного выключателя 4. Высота подъема составляет 1,8..2,0 м., время подъема 45..60 с. В крайних верхнем и нижнем положениях каретка останавливается конечными выключателями электродвигателя. Подъемник устанавливается без специального фундамента на ровную поверхность и крепится к полу анкерными болтами.
Большее распространение получили пантографные (ножничные) подъемники (рис. 1.11.). Благодаря отсутствию поперечных балок обеспечивается свободный доступ к автомобилю снизу. В сложенном состоянии такие подъемники имеют высоту 120мм, что позволяет добиться максимального использования площадей и использования их для обслуживания автомобилей с очень низкой базой.
Рис. 1.11. Пантографный (ножничный) подъемник:
1 – гидростанция; 2 – гидроцилиндр; 3 – стойка; 4 – платформа; 5 – упоры; 6 – аппарели
Подъемники оборудуются механической блокировкой при подъеме на рабочую высоту предохранительными клапанами против перегрузки или утечки из гидравлической системы и устройством блокировки опускания подъемника при наличии препятствия под платформами.
При мойке днища автомобиля перед ТО или ремонтом, сварочных работах, нанесении антикоррозионных покрытий со стороны днища применяют о п р о к и д ы в а т е л и (рис 1.12.). Опрокидыватель состоит из стойки 5, рамы 9, двух захватов 6. Стойка смонтирована на шарнирной опоре, которая обеспечивает передвижение стойки в поперечном направлении. В стойке размещены привод каретки (винт–гайка) и каретка 7. На верхнем торце стойки установлен червячный редуктор 2 с электродвигателем 1. Выходной вал редуктора соединен упругой муфтой с грузонесущим винтом. Каретка висит на грузонесущей гайке, зафиксированной от проворачивания. Рама, имеющая в плане Г-образную форму, обеспечивающую хороший доступ к наклоненному автомобилю со стороны днища, шарнирно закреплена на фундаменте. Поперечина рамы шарнирно соединена с кареткой стойки. На раме установлена передвижная площадка 8, которая фиксируется пальцем и имеет заездные трапы. К раме опрокидывателя шарнирно крепятся заездные трапы. Имеется страхующее устройство 3. Пульт управления 4 установлен на стойке в отдельном корпусе. Предусмотрен переставной башмак 10 для ограничения движения автомобиля при заезде.

Рис. 1.12. Опрокидыватель
Хороший доступ к днищу и осям автомобиля сохраняется в случае применения о д н о с т о е ч н ы х г и д р а в л и ч е с к и х п о д ъ е м н и к о в (рис 1.13.).

Рис. 1.13. Одностоечный гидравлический подъемник
Для вывешивания отдельных осей автомобиля на небольшую высоту применяются п н е в м а т и ч е с к и е, п н е в м о г и д р а в л и ч е с к и е и г и д р а в л и ч е с к и е д о м к р а т ы (рис 1.14.). Они устанавливаются на тележке, передвигаемой вручную.
Перемещение и подъем агрегатов автомобиля внутри производственного помещения осуществляется с помощью передвижных кранов, грузовых тележек, кран-балок, талей, электротельферов.

Рис. 1.14. Гидравлический передвижной домкрат
Оборудование для диагностирования подразделяются на стационарное, передвижное и переносное.
К с т а ц и о н а р н о м у о б о р у д о в а н и ю относятся стенды для проверки состояния тормозной системы, подвески, углов установки управляемых колес, балансировки колес, снятых с автомобиля.
П е р е д в и ж н о е о б о р у д о в а н и е включает специальный комплекс приборов, предназначенный для диагностирования систем и механизмов двигателя (мотор-тестеры), приборы для определения состава отработавших газов, приборы для проверки фар, габаритов и поворотов, стенды для балансировки колес без снятия их с автомобиля.
П е р е н о с н о е о б о р у д о в а н и е представляет собой отдельные малогабаритные приборы (сканеры, компрессометры, приборы для измерения электротехнических величин), предназначенные в основном для диагностирования определенных механизмов и систем автомобиля.
Окрасочно-сушильные камеры. Такие камеры применяются для окраски автомобилей и последующей сушки. Камера (рис. 1.15.) представляет собой сборно-разборный бокс, изготовленный из утепленных панелей. Для предотвращения попадания пыли на окрашиваемую поверхность и в целях обеспечения санитарно-гигиенических условий труда маляра камера оборудуется приточно-вытяжной вентиляцией. Она необходима для удаления распыленной краски и растворителя, входящего в ее состав. Для получения качественного окрасочного слоя автомобиль во время окраски должен находиться в потоке воздуха, движущегося со скоростью примерно 0,3 м/с. Фильтрация воздуха, поступающего в камеру, осуществляется предварительными и потолочными фильтрами, а с помощью фильтров, расположенных под полом, уходящий поток очищается от аэрозолей краски и растворителя. Предварительные и потолочные фильтры изготавливаются из пожаровзрывобезопасных нетканых материалов, а вытяжные фильтры – обычно из стекловолокна. Поток воздуха подается в камеры от специального пожаровзрывобезопасного вентилятора.
Для предотвращения попадания пыли в камеру через неплотности ее ворот и дверей предусматривается создание небольшого избыточного давления за счет того, что объем подаваемого воздуха на 5…10 % больше отводимого. Многие камеры имеют вентиляцию сверху вниз, что исключает попадание пыли и взвесей краски в воздухе на окрашиваемую поверхность.
Температурный режим в окрасочной камере во время окраски должен поддерживаться в пределах 20º С при допуске ±5 С, что требуется производителями современных красок. Сушка поверхностей окрашенного автомобиля производится при температуре 40…90º С (в зависимости от вида применяемой краски). Режим сушки задается с помощью щита управления и поддерживается автоматически. В качестве нагревательного элемента могут применяться электрические тэны или воздушный поток, нагреваемый при сгорания дизельного либо другого топлива.
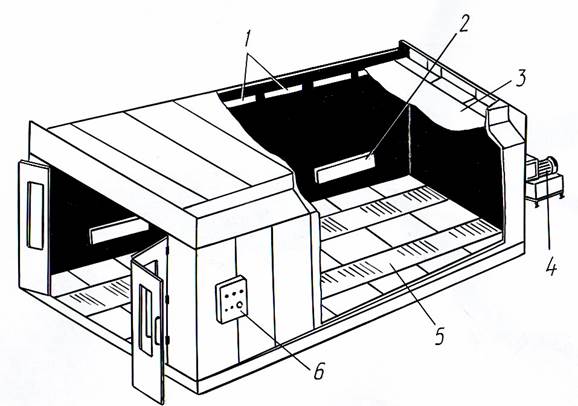
Рис. 1.15. Окрасочно- сушильная камера:
1 – светильники; 2 – тэны; 3 – потолочный фильтр; 4 – вентилятор; 5 – пол; 6 – пульт управления
Для качественной окраски камеры оборудуются пожаровзрывобезопасными люминесцентными светильниками, не дающими теней; при этом освещенность камеры должна составлять не менее 1000 лк. Так как наибольшее количество повреждений приходится на переднюю часть автомобиля, камеры кроме боковых светильников имеют светильники в торцевой части камеры.
Для обеспечения локальной сушки покрашенного элемента кузова автомобиля, например замененного крыла, камеры оборудуют передвижными инфракрасными обогревателями с одним или двумя софитами. В софите размещают три либо четыре лампы и устройство для их вентиляции. Работа обогревателя основана на использовании излучения коротковолнового и средневолнового участков инфракрасного спектра с помощью специальных стержневых кварцевых ламп и позолоченных отражателей. При использовании таких обогревателей прогрев металла и краски происходит по всей толщине изнутри, что обеспечивает качественную сушку. Продолжительность сушки при этом составляет несколько минут. Инфракрасные обогреватели могут оснащаться блоком, состоящим из таймера, дистанционного пирометра для точного измерения температуры на окрашиваемой поверхности и микропроцессора с программой сушки для каждого вида краски.
Не нашли, что искали? Воспользуйтесь поиском: