ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Выбор и обоснование метода получения заготовки
Метод получения заготовки определяется назначением и конструкцией детали, материалом, техническими требованиями, серийностью выпуска, а также экономичностью изготовления.
Выбрать заготовку- значит установить способе получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления.
Для рассматриваемой детали существует несколько способов получения заготовки. Воспользуемся известной методикой для выбора заготовки.
Определяем четыре основных показателя детали:
материал — сталь 45; по табл. 3.1 для данной марки стали определяем код — 5;
серийность производства — по табл. 3.3; вид заготовок — штамповки, поковки, прокат, масса — 0,283 кг, программа выпуска — 400 шт/год; определяем код — 1;
конструктивная форма — по табл. 3.2; основные признаки детали — в соответствии с чертежом; определяем код — 2;
масса заготовки — по табл. 3.4 определяем для 0,283 кг соответствующий код — 1.
Выбираем возможные виды и способы получения заготовок для данной детали, учитывая определенные выше коды четырех основных показателей детали:
код материала — 5;
код серийности — 1;
код конструктивной формы — 2;
код массы — 1.
Из табл. 3.7 по определенным ранее кодам 5 — 1 — 2 — 1 из графы таблицы «Вид заготовки» выписываем рекомендуемые коды видов: 9, 10. Данные коды соответствуют заготовкам из проката и полученных штамповкой.
2.2.1 Технико- экономическое обоснование
Расчет проката.
В качестве заготовки рассмотрим прокат диаметром 180мм и длинной 55мм.
Определим массу заготовки
 (2.6)
(2.6)
где, V -объем заготовки
 -плотность стали 40Х.
-плотность стали 40Х. 
Заготовка представляет собой цилиндр, поэтому его объем можно найти по формуле:
 (2.7)
(2.7)

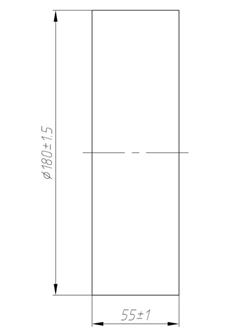
Рисунок 2.2. - Заготовка из проката
Тогда масса заготовки из проката равна:

Определяем стоимость заготовки.
По формуле:
 (2.8)
(2.8)
где, Q-масса заготовки
q- масса детали q=3,48кг
S-цена 1т материала. Круг 180 ГОСТ 1050-88 / Ст40Х 
Sотх- цена отходов. Sотх=1200руб/т

Разработка чертежа поковки
Ориентировочная расчетная масса поковки:
 (2.9)
(2.9)
где:  - коэффициент, зависящий от формы детали. Т.к. деталь имеет большое центральное отверстие, принимаем
- коэффициент, зависящий от формы детали. Т.к. деталь имеет большое центральное отверстие, принимаем 

Степень сложности.
1.Класс точности поковки Т4 по (10.таб.19,ст.28).
2.Группа стали М2 (1.таб.1,п2,стр8),поскольку в стали 40Х массовая доля углерода С=0,4%.
3.Определяем степень сложности.
Степень сложности предварительно принимаем С2, учитывая наличие отверстия.
2.Конструкция поверхности разъема штампа- П (плоская)
5.Исходный индекс поковки для mп=3,5; М2; С2;Т4; И11 см.(10,таб2,стр10)
Припуски на обработку.
Припуски на механическую обработку назначаются по таб.3(1,стр12). Дополнительные по смещению и изогнутости таб.4-5(10,стр12)
Данные припусков сводим в таблицу 2.2.
Таблица 2.2 Припуски поковки и ее основные размеры
| Размер Детали мм | Шерохо-ватость Ra мкм | Припуск Основной | Припуск на смеще-ние | Припуск на изго- товлене | Полный припуск | Размер поковки | Допуск На размер |
| 6,3 | 1,8 | 0,30 | 0,5 | 3,2 | 59,4 | +1,1 -0,5 | |
 90 90
| 2,5 | 2,1 | 0,35 | 0,5 | 2,95 | 84
| +1,0 -0,6 |
| 132
| 6,3 | 2,5 | 0,3 | 0,5 | 3,0 | 138
| +1,3 -0,7 |
| 175
| 12,5 | 2,0 | 0,3 | 0,5 | 2,8 | 180,4
| +1,3 -0,7 |
Плоскость разъема штампа устанавливаем по середине высоты поковки. Минимальный радиус закругления углов поковки r=2,5мм (10,таб.7 с.15).
Допуски на изготовление.
Допускаемое смещение по поверхности разъема 0,7мм (10,таб.9.стр.20).
Допускаемая величина остаточного облоя 0,9мм (10,таб.10.стр.21).
Допускаемые отклонения от прямолинейности 1,0мм (10,таб.13.стр.23).
Штамповочные уклоны на наружной поверхности 5о на внутренние 7о (10,таб.18.стр.28).
Допускаемое отклонение от концентричности пробиваемого отверстия 1,0мм (10,таб.12.стр.23)
Допускаемое отклонение по изогнутости от плоскостности и прямолинейности 0,8ии (1.табл.13.с.23)
Радиусы закругления внутренних углов R=5мм.
Толщина перемычки в отверстии 8мм.

Рисунок 2.3. - Эскиз поковки
Уточняем массу поковки.
 (2.10)
(2.10)
где: V -объем заготовки
-плотность стали 40Х.
 (2.11)
(2.11)
где: V1, V2 - объемы частей поковки
 (2.12)
(2.12)
 (2.13)
(2.13)


Определяем цену поковки.
 (2.14)
(2.14)
где, Ci -базовая стоимость 1кг поковок; 44,5руб
kT,kC,kB,kM,kП - коэффициенты зависящие от класса точности, группы сложности,марки материала и объема производства;
kT=1, kC=0,84,kB=0,87, kM=1, kП 1

Сравнение вариантов
Сравним стоимости заготовок и выберем боле дешевую в получение и определим экономический эффект от использования данного варианта
 (2.15)
(2.15)
Где, N-количество деталей в партии
N=1240шт

Таким образом, в качестве заготовки принимаем поковку.
Не нашли, что искали? Воспользуйтесь поиском: