ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Заготовки та методи їх одержання
Технологічний процес виготовлення заготовок зі стрічкового прокату для сердечника статора складається з наступних операцій:
а) правлення;
б) штампування.
Стрічковий прокат потребує правлення в тому випадку, якщо металургійний завод постачає його в не правленому вигляді, а також, якщо деформації виникають при навантажуванні, або транспортуванні.
Правлення здійснюється шляхом створення місцевої пластичної деформації і, як правило, в холодному стані. Правлення досягається шляхом згинання, при багаторазовому пропусканні стрічки між верхнім і нижнім рядом валків, розміщених в шахматному порядку.
Для правлення листів товщиною до 50мм використовують багато валкові машини (рисунок 2.1) [5, с. 30].
Продуктивним є також процес вирубування на штампах. При номінальних розмірах деталей 1…4 м, похибка може досягти ± (1,0… 2,5) мм.
Механічне оброблення кромок на верстатах проводять:
а) для забезпечення необхідної точності складання;
б) для оброблення фосок складальної форми;
в) для видалення металу кромок.
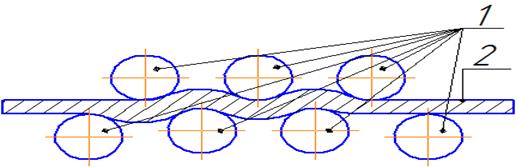
1- листоправильні валки; 2- листовий прокат
Рисунок 2.1 ‒ Схема правлення листового прокату
Штампування пластин сердечника статора з стрічкового прокату проводиться на спеціальних прес-автоматах типу А-6224.
Заготовки після штампування скріплюють клейкою стрічкою і вони повинні бути поскладані заусенціями в одну сторону. За допомогою скоби-калібру прес-автомат відсікає кожну пластину, після того їх збирають в пакет і склеюють клейкою стрічкою.
Не нашли, что искали? Воспользуйтесь поиском: