ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Штампы для вытяжки и комбинированные штампы
Конструктивное исполнение штампов для вытяжки зависит от способа вытяжки (первый и последующий), применяемого оборудования (прессы простого и двойного действия) и числа одновременного выполняемых переходов за один ход подвижной части штампа. Штампы для вытяжки, как и штампы для вырубки пробивки и гибки, подразделяются на штампы простого, совмещенного и последовательного действия.
Штампы для первой операции вытяжки без прижима заготовки (рис.1.) отличаются простой конструкции. Он состоит из пуансона 1, который при относительно малом диаметре выполняется как одно целое с хвостовиком, матрицы 2, имеющей выточку для фиксации заготовки и выточку для облегчения проталкивания полуфабриката сквозь матрицу и съема детали при обратном ходе пуансона. Высота рабочего пояска 4-6 мм, угол наклона образующей рабочей части 15-45. Матрицу прикрепляют к нижней плите 3 при помощи установочного кольца 4. Зазор между пуансонами и матрице принимается равным 1,2-1,3 толщины заготовки, радиусы скругления пуансона и матрицы rп и rм равны 4-6 толщинам заготовки.
Для устранения возможности образования вакуума при съеме вытянутого стакана с пуансона в нем предусмотрено центральное отверстие, через которое может поступать воздух в полость между торцом пуансона и дном вытянутого стакана. Штамп устанавливают на пресс простого действия, работа ведется «на провал».

Рис.3.5. Штамп простого действия для вытяжки без прижима заготовки
Схема штампа для первой операции вытяжки с прижимом заготовки показана на рис 2(а). Штамп состоит из матрицы 1, прикрепленной к верхней плите 3 при помощи матрицедержателя 2; пуансона 5, прикрепленного к нижней плите 13; прижимного кольца 6, опирающегося на три штифта 7; буферного устройства, состоящего из штока 8, опорных шайб 9 и 11, пружины 10 и регулировочных гаек 12.
Плоскую заготовку устанавливают на прижимное кольцо 6 и фиксируют на нем при помощи упоров 15. При ходе подвижной части штампа вниз матрица опускается и прижимает фланец заготовки к прижимному кольцу, которое также опускается, сжимая пружину 10. При этом заготовка втягивается в матрицу, опираясь на пуансон. При обратном ходе ползуна пресса прижимное кольцо под действием буферного устройства возвращается в исходное положение, фиксируемое винтами 14, а выталкиватель 4 удаляет вытянутую деталь из матрицы.
Схема штампа для первой операции вытяжки с прижимом заготовки на пресс двойного действия показана на рис. 2(б). Отличительная особенность прессов двойного действия заключается в том, что они имеют два ползуна: внешний и внутренний, которые совершают рабочий ход неодновременно: вначале опускается внешний ползун, а затем – внутренний. Применение пресса двойного действия позволяет существенно упростить конструкцию штампа для вытяжки. Он состоит всего из трех основных деталей: пуансона 1, прикрепляемого к внутреннему ползуну пресса, прижимного кольца 2, установленного на внешнем ползуне пресса, и матрицы 4. Плоскую заготовку устанавливают на матрицу и центрируют на ней по упорам 3. После включения пресса опускается внешний ползун вместе с прижимным кольцом 2 штампа, которое прижимает заготовку к матрице 4. Затем опускается внутренний ползун вместе с пуансоном 1, втягивающим заготовку в матрицу. При обратном ходе выталкиватель 5 удаляет вытянутую деталь из матрицы на ее поверхность.

Рис.3.6. Штамп первой операции вытяжки с прижимом заготовки: а- на прессе простого действия; б- на прессе двойного действия
Схема штампа для второй операции вытяжки с прижимом заготовки на пресс простого действия показана на рис.3. Данный штамп сходен по своей конструкции со штампом для первой операции вытяжки на прессе простого действия (см.рис. 2а). Отличие состоит в форме прижимного кольца, наружный диаметр которого соответствует внутреннему диаметру полуфабриката, полученного после первой операции вытяжки, а высота рабочей части кольца на 20-25 мм выше высоты этого полуфабриката. Заготовку-полуфабрикат надевают на прижимное кольцо 3, находящееся в верхнем положении. При опускании подвижной части штампа вниз матрица 1 прижимает донную часть заготовки к прижимному кольцу 3, которое также опускается, сжимая пружину буфера. При этом заготовка втягивается в матрицу 1, опираясь на пуансон 2. Диаметр заготовки уменьшается, а высота увеличивается. При обратном ходе прижимное кольцо возвращается в исходное положение, фиксируемое буртом ограждающего кольца 4, а выталкиватель 5 удаляет деталь из матрицы.
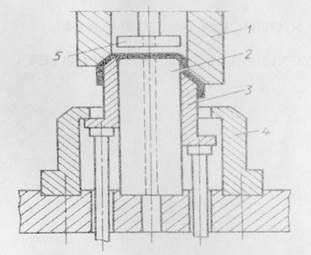
Рис.3.7. Штамп для последующих операций вытяжки на прессе простого действия
Штампы совмещенного действия предназначены для выполнения двух переходов вытяжки или двух и более разноименных операций (вырубка-вытяжка, вырубка ---I и II переходы вытяжки, вырубка – вытяжка-пробивка и пр.) в пределах одного шага подачи за один ход подвижной части штампа.
Конструкции штампа совмещенного действия зависит от вида оборудования (прессы простого или двойного действия).
Схема штампа совмещенного действия или вырубка заготовки и вытяжки с прижимом на прессе простого действия показана на рис.4(а). Штамп состоит из следующих деталей: пуансона-матрицы 1, наружный диаметр которого равен диаметру заготовки, а внутренний – диаметру вытягиваемого изделия, матрицы для вырубки 2, прижимного кольца 3, пуансона для вытяжки 4, верхнего выталкивателя 6 и съемника 5 отхода.
Детали штампов прикреплены к штамповому блоку, состоящему из верхней и нижней плит, хвостовика и направляющих колонок и втулок(на рисунке они не показаны). Направляющие колонки и втулки обеспечивают равномерный зазор между контуром матрицы и пуансона. Штамповка ведется из полосы или листа, которые подаются в штамп до упора. При опускании подвижной части штампа происходит вначале вырубка заготовки, а затем вытяжка. При этом прижимное кольцо 3 сжимает пружину буферного устройства, а заготовка постепенно втягивается в матрицу 1, опираясь на пуансон 4. При обратном ходе прижимное кольцо 3 выполняет роль съемника детали с пуансона, выталкиватель 6 удаляет деталь из пуансона-матрицы 1, а съемник 5 снимает отход с пуансона для вырубки.
Схема штампа совмещенного действия для вырубки и вытяжки с прижимом заготовки на прессе двойного действия показана на рис.4(б). Штамп состоит из матрицы 1 для вырубки и прижимного кольца 2, прикрепленных к верхней плите, пуансона матрицы 4 и съемника отхода 5, прикрепленного к нижней плите, пуансона 3 и выталкивателя 6. Штамповка ведется из ленты или листа, подаваемых в штамп до упора. После включения пресса опускается внешний ползун с верхней плитой штампа, на которой установлена матрица 1 и прижатие ее к зеркалу пуансона матрицы 4. Затем опускается внутренний ползун пресса вместе с прикрепленным к нему пуансоном3, в результате чего происходит втягивание заготовки в матрицу 4. При обратном ходе пресса выталкиватель 6 удаляет деталь из матрицы, а съемник отхода 5 снимает отход с пуансона - матрицы 4,направляющие колонки и втулки, установленные на нижней и верхних плитах штампа, обеспечивают равномерный зазор между матрицей и пуансоном.
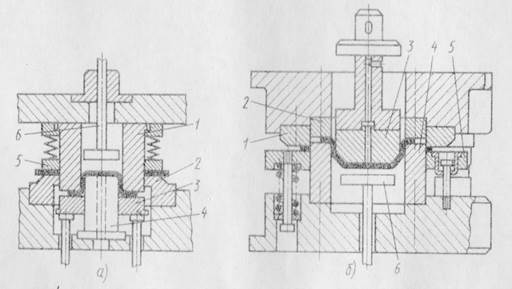
Рис.3.8. Комбинированный штамп для вырубки и вытяжки: а- на прессе простого действия; б- на прессе двойного действия
Не нашли, что искали? Воспользуйтесь поиском: