ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Допуски неровностей поверхностей отливок
Допуск (±) неровностей поверхностей отливки, им, не более, для степеней точности поверхностей отливки

Шероховатость поверхностей определяется ГОСТ 2789-73 и ГОСТ 25142-
82 [19], [24] (соответствуют требованиям рекомендации ISO Р468).
Шероховатостью поверхности называют совокупность повторяющихся не-
ровностей малой величины (микронеровностей) с относительно малыми шага-
ми на базовой длине.
Базовой линией для определения параметров шероховатости служит сред-
няя линия микропрофиля поверхности.
Для оценки шероховатости поверхности ГОСТ 2789-73 устанавливает сле-
дующие показатели:
• параметры шероховатости, связанные с высотными свойствами неровно-
стей (среднее арифметическое отклонение микропрофиля поверхности Ra,
мкм; высота неровностей профиля по десяти точкам R2, мкм; наибольшая
высота неровностей профиля i?mex, мкм);
• параметры шероховатости в направлении длины профиля (средний шаг
неровностей профиля Sm, мкм; средний шаг местных выступов профиля S,
мкм);
• параметры шероховатости, связанные с формой неровностей профиля
(опорная длина профиля л.р, мкм; относительная длина профиля, %).
ГОСТ 26645-85 рекомендует для оценки шероховатости поверхностей от-
ливок применять параметры Ra и Rг.
Волнистость поверхностей определяют по рекомендациям PC 3951-73.
Волнистость поверхности — совокупность повторяющихся неровностей сред-
ней величины (мезонеровностей), т. е. неровностей поверхности с шагом, пре-
вышающим базовую длину, на которой измеряется шероховатость данной по-
верхности.
Базовой линией для определения значений параметров волнистости слу-
жит средняя линия профиля поверхности.
Базовая длина для измерения волнистости поверхностей отливок прини-
мается равной 4-10 базовым длинам для измерения шероховатости, но не ме-
нее пяти шагов волнистости и не более 100 мм.
Волнистость занимает промежуточное положение между шероховатостью
и отклонениями формы поверхности.
Степень точности поверхностей отливки зависит от технологического про-
цесса литья, материала отливки, ее термообработки и др. В таблице 1.8 при-
ведены данные о степенях точности поверхностей отливок в зависимости от
указанных параметров, а в таблице 1.9 даны соотношения между шерохова-
тостью и степенью точности отливок согласно [22].
1.4.4. КЛАСС ТОЧНОСТИ МАСС
Номинальная масса отливки складывается из массы детали и массы при-
пусков на обработку резанием. ГОСТ 26645-85 [22] предусматривает 22 клас-
са точности масс отливок (16 основных и 6 дополнительных с индексом «т»,
табл. 1.10); допуск массы отливки зависит от ее массы и класса точности
(табл. 1.11). Допуски массы отливок приведены в процентах от номинальной
массы отливок. Установлено симметричное расположение поля допуска мас-
сы относительно номинальной массы.
1.4.5. РЯДЫ ПРИПУСКОВ НА ОБРАБОТКУ
Стандарт устанавливает раздельные припуски на каждую обрабатывае-
мую поверхность отливки (табл. 1.12), при этом для каждой степени точности
поверхности отливки назначается соответствующий ряд припусков:
• меньшие значения рядов припусков из диапазонов их значений следует
принимать для термообрабатываемых отливок из цветных легкоплавких
сплавов, большие значения — для отливок из ковкого чугуна; средние —
для отливок из серого и высокопрочного чугуна, термообрабатываемых от-
ливок из стальных и цветных тугоплавких сплавов;
• для верхних при заливке поверхностей отливок единичного и мелкосерий-
ного производства, изготавливаемых в разовых формах, допускается при-
нимать увеличенные на 1-3 ед. значения ряда припуска.
Если в детали нет необходимости в повышении точности размеров, фор-
мы и расположения обрабатываемой поверхности, то для устранения неров-
ностей, дефектов литой поверхности и снижения ее шероховатости по табли-
це 1.13 назначают минимальный припуск на обработку. Если имеется необхо-
димость устранения погрешностей размеров, формы, неровностей и дефектов,
то в целях повышения точности обрабатываемого элемента отливки, общий
Таблица 1.8
Степени точности поверхностей отливок
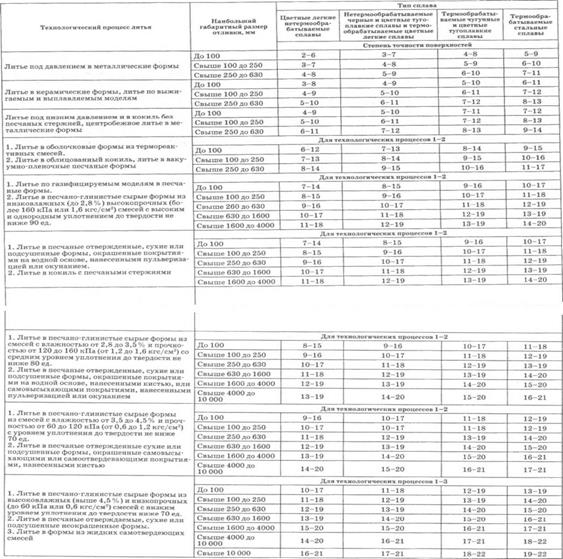
Примечание. В таблице 1.8 указаны диапазоны степеней точности поверхности отливок. Меньшие из значений диапазона относятся к простым
отливкам и условиям массового автоматизированного производства, большие — к сложным отливкам единичного и мелкосерийного произ-
водства, средние — к отливкам средней сложности и условиям механизированного серийного производства.
Соотношение между шероховатостью и степенью точности поверхностей отливок

Таблица 1.10
Классы точности масс отливок
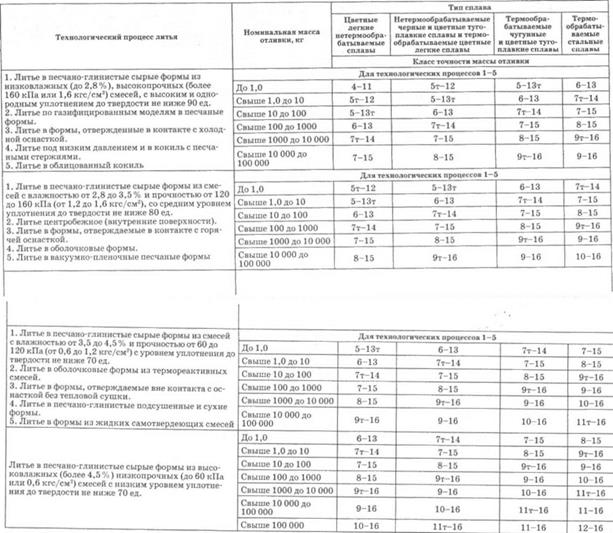
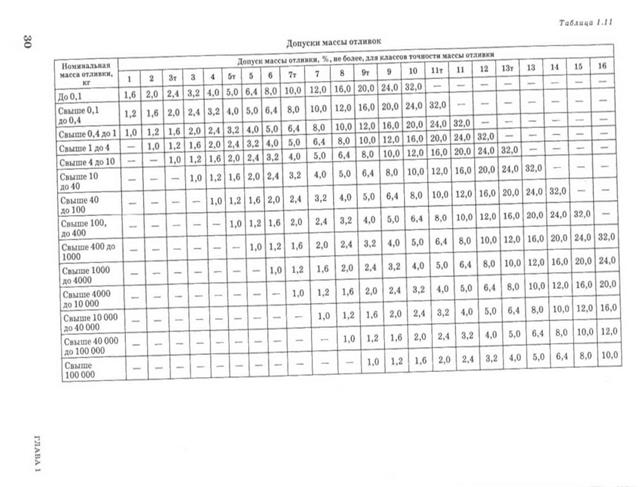
Таблица 1.12
Ряды припусков на обработку отливок

Таблица 1.13
Минимальный литейный припуск

припуск поверхности назначают по [22] с учетом вида окончательной механи-
ческой обработки и общего допуска.
1.4.6. ОБОЗНАЧЕНИЕ ТОЧНОСТИ ОТЛИВОК
Нормы точности отливки или детали с нанесенными размерами отливки
должны быть указаны в технических требованиях их чертежей. Стандарт ус-
танавливает следующий порядок записи норм точности: класс размерной точ-
ности, степень коробления, степень точности поверхностей, класс точно-
сти массы и допуск смещения отливки.
Например: по условиям работы детали в изделии отливка должна иметь
8-й класс размерной точности, 5-ю степень коробления, 4-ю степень точности
поверхностей, 7-й класс точности массы с допуском смещения 0,8 мм. В тех-
нических требованиях отливки следует указать: Точность отливки 8-5-4-7
См. 0,8 ГОСТ 26645-85.
Ненормируемые показатели точности отливок заменяют нулями, а обозна-
чение смещения опускают. Например: Точность отливки 8-0-0-7ГОСТ 26645-
85.
В технических требованиях чертежей литой детали допускается указы-
вать сокращенную номенклатуру норм точности отливки, при этом указание
классов размерной точности и массы является обязательным. Например: Точ-
ность отливки 8-0-0-7 ГОСТ 26645-85.
Такая запись означает:
• отливка должна соответствовать 8-му классу размерной точности;
• степень коробления и степень точности поверхностей не нормируются;
• степень точности массы должна соответствовать 7-му классу;
• допуск смещения отливки по плоскости разъема в диаметральном выраже-
нии должен соответствовать уровню класса размерной точности отливки
по номинальному размеру наиболее тонкой из стенок отливки, выходящей
на разъем или пересекающей его (табл. 1.3).
В технических требованиях чертежа отливки или детали с нанесенны-
ми размерами отливки должны быть указаны в нижеприведенном порядке
значения номинальных масс детали, припусков на обработку, технологичес-
ких напусков и массы отливки.
Например: номинальная масса детали составляет 20,35 кг, масса припус-
ков на обработку — 3,15 кг, технологических напусков — 1,35 кг, масса от-
ливки — 24,85 кг.
Обозначение номинальных масс запишется следующим образом: Масса
20,35-3,15-1,35-24,85 ГОСТ 26645-85.
Для необрабатываемых отливок или при отсутствии технологических на-
пусков соответствующие величины обозначают «0».
Например: Масса 20,35-0-1,35-20,70 ГОСТ 26645-85; или Масса 20,35-00-
20,35 ГОСТ 26645-85.
В технических требованиях чертежа литой детали указывают только мас-
су детали.
Не нашли, что искали? Воспользуйтесь поиском: