ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
УСТРАНЕНИЕ ДЕФЕКТОВ И ПОВРЕЖДЕНИЙ
7.1. Дефекты и повреждения в виде трещин в основном металле или сварных швах могут быть устранены такими способами, как:
заварка трещин (при соответствующем обосновании трещина может быть остановлена при условии деконцентрации напряжений в ее устье);
замена дефектных мест;
усиление конструктивного элемента;
замена конструктивного элемента.
В качестве мер, препятствующих дальнейшему распространению обнаруженных трещин, следует применять:
элементы усиления, изменяющие силовые потоки в зонах охрупчивания металла (места появления хрупких трещин), например в форме накладок (рис. 27), представляющих собой «энергетический мостик»;
мероприятия, снижающие напряжения в верхней зоне стенки подкрановых балок при наличии в них усталостных трещин (установка тангенциальных или упругих низкомодульных прокладок, усиление ламелями, не связанными со стенкой).
При выборе способа устранения дефекта или повреждения необходимо иметь в виду, что заварка трещин не препятствует образованию новых хрупких или усталостных трещин, если не устранена основная причина их появления.
7.2. Заварку трещин рекомендуется производить в такой последовательности: зачистка зоны до чистого металла по ширине не менее 80 мм и выявление концов трещины с помощью пенетрантов, а в необходимых случаях с использованием ультразвука, цветной или магнитной дефектоскопии или другими способами;
сверловка в концах трещины на расстоянии 15-20 мм по ходу ее распространения отверстий-ловителей диаметром 8-12 мм (рис. 28);
разделка кромок трещины под сварку;
подогрев концевых участков трещины пламенем газовой горелки до температуры 100-150°С и поддержание ее в течение всего времени заварки трещины;
заварка шва обратноступенчатым методом напроход (рис. 29, а-г) с одновременной проковкой каждого прохода, кроме первого и последнего, пневмозубилом с радиусом закругления ударной части 2-4 мм;
обработка заваренной поверхности шлифовальной машинкой для снятия усиления шва до высоты 2 мм над поверхностью основного металла и рассверловка отверстий-ловителей диаметром 20-25 мм;
сплошной контроль швов заваренной трещины физическими методами.

Рис. 27. Установка «энергетического мостика» для предотвращения распространения трещины
а - до усиления; б - после заварки шва и усиления
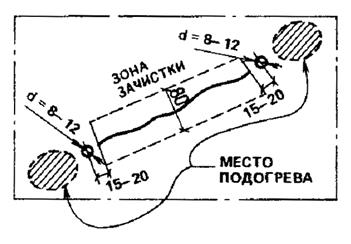
Рис. 28. Подготовка трещины к заварке
При заварке трещин, расположенных в верхней части стенки и ребер жесткости подкрановых балок, целесообразно выполнение жесткого усиления (рис. 30, а-в), при этом для уменьшения концентрации напряжений рекомендуется сделать вырезы в ребрах жесткости по схеме рис. 30 а, б.
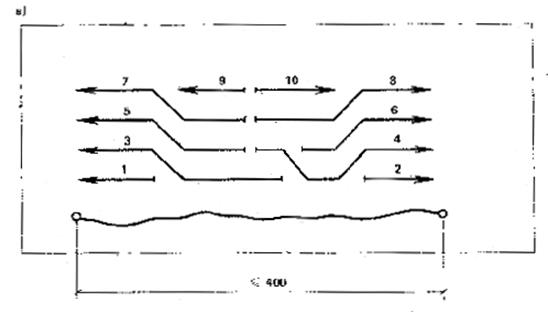
Рис. 29. Последовательность заварки трещин
а, б - выходящих на свободную кромку; в, г - в средней части листа;
1-10 - последовательность наложения, швов

Рис. 30. Усиление верхней зоны подкрановых балок
а-в - варианты усиления
7.3. Дефектные места в стенках балок и колонн (разветвления трещин, вырывы, прожоги и т. п.) удаляют в виде вырезов, предпочтительно прямоугольной формы с закругленными углами (рис. 31) по высоте и ширине на 100 мм больше в каждую сторону дефектного участка.
Вырез усиливают с помощью вставки или накладки. Вварка вставок должна выполняться с компенсацией сварочных деформаций. На участке замыкания швов необходимо устранить причины вызывающие охрупчивание металла (дефекты в стыке, науглероживание, попадание влаги и т. п.). Рекомендуется вваривать вставки с использованием подогрева (рис. 32), при этом по двум кромкам устанавливается зазор 2-4 мм. Шов заваривается обратноступенчатым методом в направлении от середины к углам вставки. После его остывания нагреваются участки основного металла А и тем же методом выполняются швы 2 и 3. В последнюю очередь нагреваются участки Б и обратноступенчатым методом наносится шов 4 в направлении от Б к середине.

Рис. 31. Вырез дефектного участка
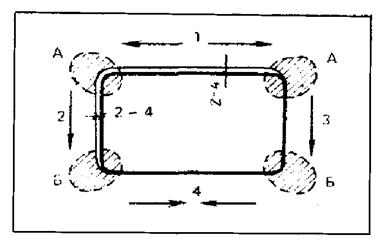
Рис. 32. Участки подогрева и последовательность вварки и вставки
7.4. При усилении элементов конструкций в местах местных повреждений (вырывов, локальной погиби, смаловки и размаловки и т. п.) рекомендуется использовать конструктивные решения, не требующие выполнения работ по подгонке деталей усиления путем их выгиба для фигурного реза (рис. 33).
7.5. При замене дефектных заклепок высокопрочными болтами допускается не рассверливать отверстия, подбирая наружный диаметр болта на 1-3 мм меньше диаметра отверстия под заклепку (рис. 34).
Не рекомендуется создавать клепано-болтовые соединения с болтами, расположенными по одну сторону от оси симметрии прикрепленного элемента. В необходимых случаях следует заменять и бездефектные заклепки для создания симметрично работающего соединения (см. рис. 34).
При частичной замене заклепок высокопрочными болтами с целью повышения выносливости соединения замене подлежат заклепки в двух-трех поперечных рядах от края фасонки.
Примеры расчета с использованием рекомендаций настоящего Пособия приведены в прил. 6. Основные обозначения величин, используемых в формулах, даны в прил. 7:

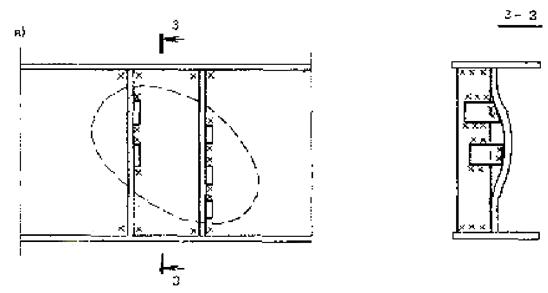
Рис. 33. Устранение дефектов в местах локальной погиби

Рис. 34. Замена заклепок высокопрочными болтами
ПРИЛОЖЕНИЕ 1
Справочное
Не нашли, что искали? Воспользуйтесь поиском: