ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
УСИЛЕНИЕ СОЕДИНЕНИЙ И ПРИСОЕДИНЕНИЕ ЭЛЕМЕНТОВ УСИЛЕНИЯ
СВАРНЫЕ СОЕДИНЕНИЯ
6.1. Усиление сварных соединений осуществляется путем увеличения длины или толщины сварных швов. Усиление швов путем увеличения их длины предпочтительнее, так как короткие швы способствуют концентрации напряжений.
Длина и толщина усиливаемых швов, а также толщина наплавленного слоя на усиливаемые швы определяется разностью расчетного усилия в сварном соединении от расчетной нагрузки, действующей после усиления, и расчетной несущей способностью существующего соединения. При определении расчетного усилия, приходящегося на шов, следует учитывать смещение его относительно центра тяжести сечения элемента.
Усиление соединений элементов путем увеличения длины сварных швов может выполняться как с введением дополнительных деталей, так и без него, последний способ следует применять во всех случаях, когда есть место для наложения новых швов.
Для комбинированных сварных соединений, растянутых элементов, в состав которых входят лобовые и фланговые швы (рис. 23), отношение общей расчетной площади фланговых швов в усиленном соединении к расчетной площади лобовых швов не должно быть больше 4,5.
6.2. Усиление сварных соединений путем увеличения толщины швов наплавкой новых слоев рекомендуется применять при отсутствии места для наложения новых швов. В случае необходимости одновременного усиления путем увеличения длины и толщины сварных швов начинать следует с первого.
6.3. При невозможности усиления швов путем увеличения их длины или толщины допускается применять дополнительные детали (см. рис. 8). Дополнительные фасонки приваривают стыковыми сварными швами к основным присоединяемым элементам, эти швы должны обеспечить передачу той доли усилия, которая воспринимается расположенными на них дополнительными швами.
6.4. В усиливаемых под нагрузкой конструкциях следует избегать наложения швов, расположенных поперек действующих усилий. В случае невозможности выполнения этого требования необходимо разработать специальные технологические меры, обеспечивающие безопасную сварку таких швов.
6.5. Усиление сварных соединений путем увеличения длины сварных швов (кроме поперечных) может выполняться под нагрузками, при которых напряжения в существующих швах не превышают их расчетного сопротивления, и в металле соединяемых конструкций - значений b0, приведенных в разд. 3. Прочность сварных соединений повышается при этом пропорционально увеличению площади сечения швов.

Рис. 23. Усиление сварного соединения доваркой лобовых швов
1 - фланговые швы; 2 - лобовые швы
Увеличивать длину рабочих швов в сварных соединениях следует электродами диаметром не более 4 мм на сварочном токе, не превышающем 220 А, со скоростью, обеспечивающей за один проход шов толщиной (катетом) не более 4 мм. В случае необходимости выполнения швов толщиной (катетом) более 4 мм их наплавляют дополнительными слоями по 2 мм до требуемой толщины.
Тип электрода для сварки рекомендуется применять по табл. 55 СНиП II-23-81*. Сварку каждого последующего шва разрешается производить только после полного охлаждения ранее выполненного шва до температуры, не превышающей 100 °С. Сварку спокойной и полуспокойной стали производят при температуре окружающего воздуха не ниже минус 15°С - для толщин до 30 мм и не более 0°С - для толщин св. 30 мм. Сварка кипящей стали производится при температуре более 5°С.
6.6. Усиление швов наплавкой дополнительных слоев с целью увеличения их толщин допускается выполнять под нагрузкой, при которой действующее усилие на шов не превышает неравенства
 ,
,
где Rwf - расчетное сопротивление усиливаемого шва срезу по металлу шва; gwf - коэффициент условия работы шва, равный единице во всех случаях, кроме конструкций, возводимых в климатических районах I1, I2, II1 и II3, для которых gwf= 0,85 для металла шва с нормативным сопротивлением Rwun = 410 МПа (4200 кгс/см2); gc - коэффициент условия работы; bf - коэффициент, принимаемый при сварке элементов из стали: с пределом текучести до 580 МПа (5900 кгс/см2) - по табл. 34 СНиП II-23-81*, св. 580 МПа - независимо от вида сварки, положения шва и диаметра сварочной проволоки bf = 0,7; kf - катет углового шва до усиления; l w - длина усиливаемого шва; D - длина участка шва, не участвующего в момент усиления в результате перехода металла шва в пластическое состояние:

где т - коэффициент, учитывающий связь между толщиной свариваемой детали и увеличением катета усиливающего, шва, принимаемый по табл. 15; As - площадь поперечного сечения наплавляемого слоя шва, см2; Iсв - сварочный ток, А (табл. 16); tф - толщина свариваемого металла (для решетчатых конструкций - толщина фасонки), см.
Длина участка шва D для наиболее часто встречающихся случаев может быть определена по графику (рис. 24) в зависимости от суммарной толщины свариваемого металла d и толщины усиливаемого шва kf. Для решетчатых конструкций за толщину свариваемого металла принимается суммарная толщина фасонки и толщина полки элемента (уголка, швеллера и т. д.).
Таблица 15
| Наплавляемый слой, мм | Коэффициент m при толщине элемента, мм | |||
| 6-8 | 1,08 | 1,24 | 1,5 | |
| 7-8 | 1,06 | 1,19 | 1,4 | |
| 8-10 | 1,04 | 1,14 | 1,33 |
Таблица 16
| Диаметр электрода, мм | Рекомендуемый сварочный ток, А, при положении сварки | ||
| нижнем | вертикальном | потолочном | |
| 160-200 | 120-160 | 110-150 | |
| 200-250 | - | - |
6.7. При разработке технологии усиления сварных соединений рекомендуется соблюдать следующие условия:
при наплавке дополнительных слоев необходимо вносить возможно меньшее количество тепла в детали конструкций;
наплавку усиливаемого слоя следует начинать в местах дефектов усиливаемого шва (подрезы, наплавы, кратеры и др.), если они имеются, в противном случае с любого удобного сварщику места;
работы по усилению сварных швов должны выполнять высококвалифицированные сварщики (не менее 5-го разряда).
После наложения усиливаемого шва с одного конца по перу одного из парных уголков следует перейти к усилению шва второго парного уголка с обратной стороны той же фасонки или с противоположного конца элемента. После наложения всех швов по перу уголков следует переходить к наложению швов по обушку уголков в той же последовательности.
6.8. Для снижения опасности хрупкого разрушения сварных соединений при пониженных температурах новые сварные швы на конструкциях следует располагать по возможности в наименее напряженных сечениях, как можно дальше от мест изменения сечения, вырезов, ребер. Следует избегать скученности сварных швов, пересечений их под острым углом, а также близкого расположения параллельных стыковых и угловых швов; для этого следует руководствоваться некоторыми требованиями (рис. 25):
расстояние между двумя параллельными стыковыми швами должно быть не менее 200 мм, а между параллельными стыковыми и угловыми швами не менее 75 мм;
угол между двумя стыковыми швами должен быть не менее 60°;
расстояние между новыми стыковыми швами и существующими креплениями элементов (ребра, фасонки, стыковые накладки и швы) должны быть не менее 100 мм;
в остальных случаях расстояние между швами должно быть не менее 4,5 t, где t - толщина элемента, к которому приваривается новая деталь;
при сварке стыков нижнего пояса балок в местах пересечения этих швов со стенкой необходимо предусматривать вырез в стенке, обеспечивающий качественное выполнение шва;
в местах пересечения сварных швов следует выполнять отверстия диаметром 20 мм.
Толщина сварных швов должна быть минимальной, предпочтение следует отдавать тонким и длинным швам.
Швы следует располагать симметрично относительно главных осей с минимальным удалением от центра тяжести конструкции.
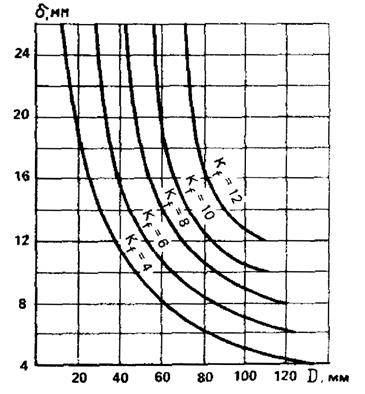
Рис. 24. Зависимость D от s и kf
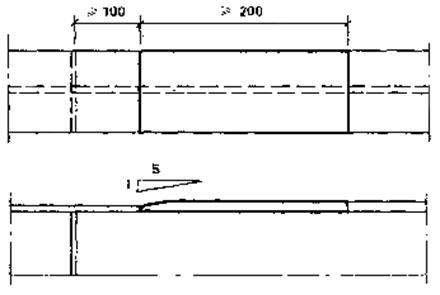

Рис. 25. Конструктивные требования к взаимному расположению швов
При выполнении усиления по рекомендациям табл. 11 прил. 4, по модификациям Б1а, Е1б, Б1в, Б2а, Б3а, Б3б, Б3в, Д1а, Д2а, Д3а и Д4а выкружки следует выполнять таким образом, чтобы на рабочий элемент они выходили по касательной, для чего рекомендуется зачищать начало выкружки заподлицо с плоскостью рабочего элемента. В модификациях усиления Б1в и Б3в привариваемые листовые детали с выкружками должны быть одинаковой толщины с фасонкой и иметь разделку кромок с целью избежания непровара в вершинах деталей.
Не нашли, что искали? Воспользуйтесь поиском: