ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Сущность метода сверления и конструкция режущего инструмента
Сверление - процесс образования отверстий в сплошном материале, является весьма распространенным методом обработки металлов резанием. Рассверливание - расширение ранее образованного отверстия. Инструментом для образования отверстий служит сверло.
По конструкции сверла подразделяютсяна перовые (плоские); спиральные; кольцевые - пустотелые сверлильные головки с закрепленными резцами для сверления отверстий большого диаметра; пушечные (ружейные) для сверления глубоких отверстий,  > 5. У ружейных сверл СОЖ подводится через внутреннее отверстие трубки, отвод и стружки производится по каналу, провальцованному на наружной поверхности сверла, центровочные.
> 5. У ружейных сверл СОЖ подводится через внутреннее отверстие трубки, отвод и стружки производится по каналу, провальцованному на наружной поверхности сверла, центровочные.
Наиболее распространенным инструментом для сверления и рассверливания является спиральное сверло (рис.42), состоящее из хвостовика с лапкой, соединенных шейкой с рабочей частью, на которой находится непосредственно режущая часть. Спиральные сверла имеют 2 винтовые канавки на рабочей части, расположенные под углом: 180° друг к другу. Хвостовик для сверл малого диаметра выполняется в виде цилиндра без лапки и шейки, а для сверл большого диаметра - в виде пологого конуса (конус Морзе) (для ручного сверления с помощью трещоток хвостовик изготовляется четырехгранным суживающимся).
Режущая часть сверла изготовляется из инструментальных материалов; быстрорежущих сталей Р9, Р18, Р9К5, 9ХС. Применяют сверла и с наплавленными пластинками из твердых сплавов, например, Т5К10 (для обработки сталей), ВК6 (для обработки чугунов).
Рабочая часть сверла (рис.43) состоит из двух главных режущих лезвий (I), образованных пересечением передних (2) и задних (3) поверхностей. Они выполняют основную работу резания; 4 - поперечное режущее лезвие (перемычка); 5 - два вспомогательных режущих лезвия; 6 - две ленточки на цилиндрической части сверла.
Сверло может быть рассмотрено как комплекс двух резцов. К основным геометрическим параметрам режущей части сверла относятся:
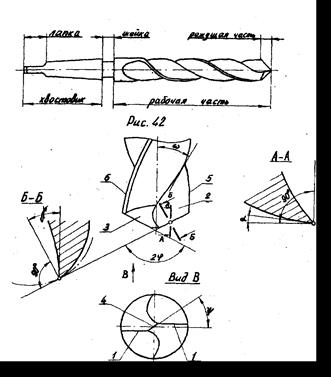 |
передний угол γ, который измеряют в главной секущей плоскости Б-Б, перпендикулярной к глазному режущему лезвию γ - угол между касательной к передней поверхности в т. А и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Наибольшее значение γ на периферии сверла; задний угол α, который измеряют в плоскости А-А, параллельной оси сверла α – угол между касательной к задней поверхности в т. А и касательной в той же точке к окружности ее вращения вокруг оси сверла;
Рис. 43
угол наклона винтовой канавкиω (ω = 18 ÷ 30°);
угол наклона поперечной кромки ψ (ψ = 50 ÷ 55°);
угол при вершине сверла 2φ (2φ = 90 ÷ 118°).
Стандартные спиральные сверла выпускают диаметром 0,1 ÷ 80 мм.
Сверла имеют ряд особенностей, отрицательно влияющих на процесс стружкообразования: уменьшение переднего угла γ по мере приближения к оси сверла; неблагоприятные условия резания у поперечной кромки, так как здесь угол резания больше 90°; отсутствие заднего; угла у ленточек сверла, что создает большое трение об обработанную поверхность.
С целью облегчения процесса стружкообразования производят двойную заточку сверла и подточку перемычки ленточек.
В процессе работы сверло совершает два движения: главное рабочее вращение (скорость резания) вокруг своей оси со скоростью V (м/мин) и подачу вдоль своей оси S (мм/об), которая равна величине осевого перемещения сверла за один оборот.
Под глубиной резания при сверлении в сплошном материале подразумевается расстояние от отработанной поверхности до оси сверла, т.е.  ; при расcверливании
; при расcверливании  , где d – диаметр отверстия до обработки, D – диаметр полученного отверстия.
, где d – диаметр отверстия до обработки, D – диаметр полученного отверстия.
Основное время при сверлении и рассверливании определяется по формуле:
 (мин)
(мин)
где L – полный путь, проходимый сверлом в направлении подачи, который складывается из глубины сверления l и величины врезания и перебега. Величина врезания и перебега зависит от глубины резаний t диаметра сверла, характера обработки (на проход или в упор) и вида заточки сверла;
n0 – число оборотов сверла, об/мин;
S0 - подача сверла, мм/об.
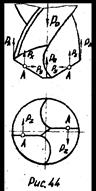
В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. Равнодействующую сил сопротивления, приложенную в некоторой т. А режущего лезвия, можно разложить на три взаимно перпендикулярные силы: Px, Py, Pz (рис.44).
СоставляющаяPxнаправлена вверх вдоль оси сверла, в этом же направлении действует силаРп на поперечное лезвие и сила трения Рл ленточки об обработанную поверхность. Суммарная всех указанных сил, действующих на сверло вдоль его оси, называется осевой силой или силой подачи. Для врезания сверла в заготовку необходимо, чтобы к сверлу от станка была приложена силаРо , которая могла бы преодолеть сумму всех сопротивлений врезанию, т.е.
Ро > 
Радиальные силы, равные по величине, но противоположно направленные, взаимно уравновешиваются.
Составляющая Pz создает сопротивление резанию (сила сопротивления резанию).
Мощность, затрачиваемая на резание, складывается из мощности, затрачиваемой на вращение (резание) и мощности, затрачиваемой на движение подачи. Расчеты показывают, что мощность на движение подачи не превышает 0,5÷1,5% всей мощности и поэтому в расчетах ею пренебрегают.
Не нашли, что искали? Воспользуйтесь поиском: