ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Фрезы и фрезерные станки
Каждый зуб фрезы (рис.53) имеет следующие конструктивные элементы: переднюю поверхность (I), по которой сходит стружка; заднюю поверхность (2), которая обращена к обработанной поверхности заготовки; режущее лезвие (3), образованное пересечением передней и задней поверхностей; спинку зуба (4) и ленточку f.
У зубьев цилиндрических фрез различают углы: передний угол γ, измеряемый в плоскости, перпендикулярной к режущему лезвию; главный задний угол α, измеряемый в плоскости, перпендикулярной к оси фрезы; угол наклона зубьев ω (рис.54а).
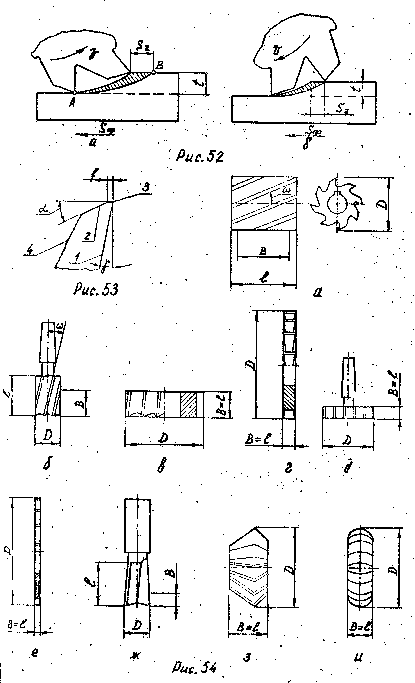
Передний угол γ облегчает образование и сход стружки. Главный задний уголα обеспечивает благоприятные условия перемещения задней поверхности зуба относительно поверхности резания и уменьшает трение на этой поверхности. Угол наклона зубьев ω обеспечивает более спокойные условия резания по сравнению с прямым зубом и придает необходимое направление сходящей стружке. f - круглошлифованная ленточка шириной не более 0,1мм, которая оставляется на задней поверхности при заточке всех типов фрез, кроме прорезных (шлицевых) и отрезных, зуб которых затачивается без ленточки. Наличие ленточки на каждом зубе свидетельствует о качественной заточке фрезы по всему диаметру.
Классификация фрез производится по различным признакам.
По форме зуба различают фрезы с остроконечными и затылованными зубьями. У фрез с остроконечными зубьями передняя и задняя поверхности плоские. Заточка производится по задней поверхности. У фрез с затылованными зубьями передняя поверхность плоская, а задняя выполнена по спирали Архимеда. Спираль Архимеда - это путь, описываемый точкой, равномерно движущейся по лучу, который в свою очередь равномерно вращается вокруг своего начала. При переточке по передней поверхности профиль зуба фрезы при этом сохраняется. Затылованные зубья выполняются обычно у фасонных фрез.
По способу закрепления на станке различают фрезы насадные и с хвостовиком (коническим или цилиндрическим).
По направлению вращения фрезы подразделяются на праворежущие или леворежущие (по часовой или против часовой стрелки).
По форме режущего лезвия - лезвие прямое или винтовое.
По конструкции - цельные или сборные с напайными или вставными ножами. Цельные фрезы изготовляют из инструментальных сталей. Корпуса сборных фрез - из конструкционных сталей, а рабочие части зубьев выполняют из пластинок быстрорежущей стали или твердых сплавов.
Наиболее распространенной является классификация фрез по назначению и виду обрабатываемой поверхности.
Цилиндрические фрезы (рис.54а) применяются на горизонтальнофрезерных станках при обработке плоских поверхностей шириной до 120 мм при условии, что ширина В обрабатываемой поверхности на заготовке на 5... 6 мм меньше длины рабочей части фрезы. цилиндрические фрезы изготавливаются насадными с центральным отверстием со шпоночной канавкой. Цилиндрические фрезы надеваются на оправки и крепятся на них с помощью затяжных гаек. Цилиндрические фрезы могут изготовляться как цельные, так и сборные, зубья цилиндрических фрез являются винтовыми, расположенными под углом ω =. 20 ÷ 30° к оси фрезы. При фрезеровании широких плоских поверхностей пользуются сдвоенными фрезами, имеющими противоположное направление винтовых канавок. Цилиндрические фрезы могут иметь как крупные, так и мелкие зубья. Фрезами с крупными зубьями обычно пользуются для черновой обработки, мелкими - для чистовой. Фрезы с крупными зубьями имеют лучший теплоотвод и допускают большее количество переточек, но работают менее спокойно.
Концевые фрезы (рис.54 б) имеют наружный диаметр D рабочей части от 3 до 50 мм. Присоединительная часть концевых фрез диаметром D <14 мм цилиндрическая, а фрез диаметром D > 20мм - коническая. В диапазоне диаметров D = 14 ÷ 20 мм присоединительная часть может быть выполнена как цилиндрической, так и конической. Основным рабочим участком режущей части концевых фрез является цилиндрический участок длиной l, которым фрезеруется поверхность на заготовке шириной B < l. Зубья, расположенные на цилиндрической части фрезы, обычно делаются винтовыми, с углом ω = 20°. Рабочим участком является также часть торцовой поверхности, на которой имеются режущие зубья. Концевые фрезы применяют для обработки открытых пазов и при копировально-фрезерной обработке стенок замкнутых профильных углублений и отверстий в плоских заготовках. Концевые фрезы предназначены в основном для работы на вертикально-фрезерных станках но могут быть использованы и на горизонтальнофрезерных станках.
Торцовые фрезы (рис.54а) отличаются от концевых фрез соотношением размеровD /l (для торцовых фрезD /l = 4 ÷ 6; для концевых фрезD /l = 0,2 ÷ 0,5. Стандартные торцовые фрезы имеют диаметры D = 60 ÷ 600мм и цилиндрические отверстия для установки на оправки. Фрезы небольших диаметров изготовляются цельными (до D =110 мм) больших диаметров - сборными. Предназначены торцовые фрезы для обработки плоских поверхностей, лежащих как в одной, так и а разных по высоте плоскостях. Этими фрезами больших диаметров можно за один проход обрабатывать заготовки шириной до 500мм. Применяются торцовые фрезына мощных горизонтально- и вертикально-фрезерных станках, а также на агрегатных станках. Для высокопроизводительного фрезерованияза последнее время нашли широкое применение торцовые фрезы, армированные твердосплавными пластинками. Число зубьев твердосплавной торцовой фрезы принимают в пределах:
для обработки чугуна z = (0,08 ÷0,1) D (зуб/мм),
для обработки стали z = (0,04 ÷ 0,06) D (зуб/мм).
Дисковые фрезы (рис.54г) имеют диаметрD = 60 ÷ 110мм и цилиндрические отверстия для крепления на оправке. Режущие зубья дисковых фрез выполняютсяна цилиндрической внешней поверхности, а также на одной (односторонние) или на обеих (двухсторонние) торцовых поверхностях. Предназначены дисковые фрезы для фрезерования канавок различного назначения В = 6÷16мм.
Для фрезерования Т-образных пазов используются дисковые фрезы специальной конструкции (рис.54д). Фрезы этого типа имеют цилиндрический или конический хвостовик. Диаметр рабочей частиD = 10 ÷54мм; ширина В = 7,5 ÷ 40мм.
Отрезные фрезы (рис.54е) предназначены для разрезки сортового прокатана мерные заготовки на горизонтально-фрезерных станках.
Зубья этих фрез выполнены только на внешнем диаметре. Отрезные фрезы имеют рабочий диаметр D = 60 ÷ 200 мм и ширину В = 1 ÷ 5 мм.
Прорезная (шлицевая) фреза предназначена для фрезерования узких щелей и шлицев в головках винтов и шурупов. Прорезные фрезы имеют диаметрыD = 40 ÷ 75 мм и ширину В - 0,2 ÷ 5 мм. По конструкции похожа на отрезную фрезу, но с большим числом мелких зубьев.
Шпоночные фрезы (рис.54ж) используются для фрезерования шпоночных канавок. Стандартные шпоночные фрезы имеют диаметр В = 3 ÷ 40 мм и устанавливаются на вертикально- и горизонтально-фрезерных станках.
Угловые фрезы (рис.54з) предназначены для фрезерования профильных угловых канавок, как правило, в инструментальном производстве. Угловые фрезы могут быть одноугловыми и двухугловыми, симметричными и ассиметричными и т.д. Угловые фрезы имеют диаметрыD = 35 ÷ 90 мм. Их применяют на универсально-фрезерных станках.
Фасонные фрезы имеют различный профиль лезвий. На рисунке 54и показана фреза с выпуклым полукруглым профилем лезвия. Фасонные фрезы предназначены для фрезерования канавок и выступов фасонного профиля. Они имеют диаметры D = 45 ÷ 90 мм. Применяются фасонные фрезы преимущественно на горизонтально-фрезерных станках.
По классификации ЭНИМС фрезерные станки относятся к 6 группе металлорежущего оборудования, в которую включены следующие типы фрезерных станков: I - вертикальные консольные; 2 - непрерывного действия; 4 - копировальные и гравировальные; 5 - вертикальные бесконсольные; б - продольные; 7 - консольные широкоуниверсальные;
8 - горизонтальные консольные; 9 - разные фрезерные.
Область применения фрезерных станков очень велика. В настоящее время обработка металлов фрезерованием занимает, наряду с токарной обработкой, ведущее место в различных отраслях машиностроения.
В обозначении модели фрезерного станка третья цифра, а для крупных фрезерных, станков и четвертая, условно обозначают основные размеры стола станка. Так, например, у станка модели 612 (6 - фрезерные, I - вертикальные консольные) цифра 2 обозначает, что данный станок имеет, стол №2 с размерами (320 х 1250). Размеры столов, соответствующие их условным номерам: 0 - 200х800; I - 250х1000; 2 - 320х1250;
3 - 400х1600; 4 - 630х1250... 12 - 1800х6000.
 |
Горизонтально-фрезерный станок (рис.55) предназначен для обработки вертикальных и горизонтальных плоскостей, пазов, углов, для нарезания зубчатых колес и т.п. цилиндрическими, дисковыми, фасонными, угловыми, торцовыми фрезами.
Рис. 55
Станок состоит из фундаментной плиты I, станины коробчатой формы 2, на которой смонтированы все основные узлы стояка. В станине размещается коробка скоростей 3. По вертикальным направляющим станины перемещается консоль 8. Заготовка, устанавливаемая на стол 7 в машинных тисках или приспособлении, может получать подачу в трех направлениях: продольном (перемещение стола по направляющим типа ласточкина хвоста) (Sпр); поперечном (перемещение по направляющим консоли) (Sп) и, вертикальном (перемещение консоли по направляющим станины) (Sв). Главным движением является вращение шпинделя (v). Внутри консоли размещена коробка подач 9. Вверхней частистанины расположен хобот 5. По его направляющим перемещается подвеска, 6 с подшипником для поддержания второго конца длинной оправки с фрезой.
 |
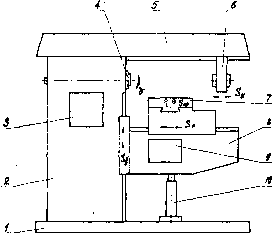
Вертикально-фрезерный станок (рис.56) предназначен для обработки вертикальных, горизонтальных и наклонных плоскостей, пазов, углов, рамок зубчатых колес и т.п. торцовыми, концевыми, цилиндрическими, фасонными и др. фрезами.
Вертикально-фрезерные консольные станки имеют много общих унифицированных деталей и узлов с горизонтально-фрезерными консольными станками. В станине 1 размещена коробка скоростей 2. Шпиндельная головка 3 смонтирована в верхней части станины и может поворачиваться в вертикальной плоскостиSу. При этом ось шпинделя 4, можно поворачивать под углом к плоскости рабочего стола 5. Главным движением является вращение шпинделя (v). Стол, на котором закрепляют заготовку, имеет продольное перемещение (Sпр) по направляющим салазок 6. Салазки имеют поперечное перемещение (Sп) по направляющим консоли 7, которая перемещается по вертикальным направляющим станины (Sв). Таким образом, заготовка, установленная на столе, может получать подачу в трех направлениях. В консоли смонтирована коробка подач 8.
Для установки заготовок на фрезерных станках применяются следующие приспособления: поворотные тиски (машинные), делительные головки и специальные установочные приспособления. В качестве вспомогательного инструмента применяют фрезерные оправки для закрепления фрез и передачи крутящего момента, от шпинделя станкана фрезу.
Не нашли, что искали? Воспользуйтесь поиском: