ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Дәріс. Пісіру доғасы және оның негізгі қасиеттері
Пісіру доғасы – дегеніміз екі электрод немесе электрод пен бұйым арасындағы газды ортада болатын қуатты орнықты электр разряды. Электр разряды дегеніміз электр тогының газды орта арқылы өтуі. Мұндай разрядтың бірнеше түрі болады: ұшқынды, доғалы, бықсып жанатын және т.б., олар бір-бірінен ұзақтылығымен, ток күшімен, кернеуімен және басқа сипаттарымен ерекшеленеді.
Пісіру доғасы әртүрлі белгілеріне байланысты топтастырылады:
- іс әрекетіне байланысты – тікелей, жанама және аралас әрекетті пісіру доғалары;
- ток түріне байланысты – тұрақты токты және айнымалы токты (бір және үш фазалы);
- жану ұзақтығына байланысты – стационарлы (үздіксіз жанатын) және импульсті доға;
- тұрақты ток пайдалануда ток полярлылығына байланысты – тура (тікелей) бағытты полярлықты және кері бағытты полярлықты доға;
- сығымдалу дәрежесіне байланысты – еркін жанатын және сығымдалған доға;
- доғаның жанатын ортасына байланысты – ашық, жабық және қорғаныстық газ ортасында жанатын доға;
- элеткрод түріне байланысты – балқымайтын және балқымалы электродпен жанатын доға;
- статикалық вольт-амперлік сипаттамасына байланысты – құламалы, қатаң және өрлемелі доға;
- доға ұзындығына байланысты – қысқа, қалыпты және ұзын.
Тікелей әрекетті доға деп электрод пен пісірілетін бұйым арасында өрбитін доғалы разрядты айтады (2,а-сурет). Егер доғалы разряд екі электрод арасында болса, онда жанама доға деп аталады (2, б-сурет). Доғалы разряд тікелей және жанама әрекетті доғамен үйлестірілсе оны аралас әрекетті (2, в-сурет)доға деп атайды.
Тура полярлықты доғада электр тізбегінің теріс полюсі (катод) электродта, ал оң полюсі (анод) пісірілетін металда болады. Кері бағытты полярлықта анод электродта, ал катод пісірілетін бұйымда болады.
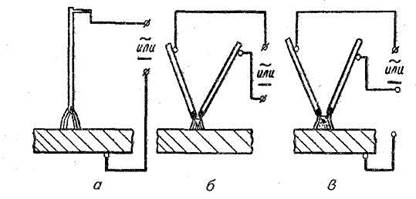
2-сурет. Электр доғасы:
а— тікелей әрекетті; б— жанама әрекетті; в— аралас әрекетті
Балқымалы электродпен пісіру барысында пісіру жігі электрод пен пісірілетін металл жиектерінің балқуы нәтижесінде қалыптасады. Балқымайтын электродпен пісіргенде пісіру жігі пісірілетін металл бөліктерінің балқуы нәтижесінде қалыптасады.
Балқымалы электродпен пісіруде оны пісіру аумағына үздіксіз беріп, доға ұзындығының тұрақтылығын мүмкіндігінше сақтау керек. Доға ұзындығы деп электрод ұшынан пісіру ваннасындағы кратерге дейінгі ара қашықтықты айтады. Доға ұзындығы 2 – 4 мм құраса ол қысқа, 4 – 6 мм аралығында – қалыпты; 6 мм ұзын болса доға ұзын болып саналады.
Ашық доға ауада жанады, ондағы газды орта құрамына ауа, пісірілетін металл, электрод пен оның қаптамасы буларының қоспалары кіреді. Жабық доға флюс қабатының астында жанады, ондағы газды орта негізгі металдың, қосымды сымның және оқшаулаушы флюстің буларынан тұрады. Жабық доға оқшаулаушы газ ортасында жанады. Бұл жағдайда газды орта оқшаулаушы газдан, негізгі металл және қосымды сым буларынан қалыптасады.
Электрдоғасы деп газды ортада екі электрод аралығында (пісіруге жататын бүйым екінші электрод болып табылады) ауа арқылы түрақты қалыптасқан қуатты элекгр тогінің өтуін атайды. Пісіру доғасында мол шамалы жылу энергиясы және күшті жарық сәуле орын алады. Доғаның жылу энергиясының жоғарылығына орай ол пісірілетін негізгі металды және қосымша металды балқытуға қолданылады.
Доға қалыптасқан аралық негізгі үш аумаққа бөлінеді. Олар анод аумағы, катод аумағы және доға бағанасы. Электр доғасының жалпы нобайы және электр кернеуінің өзгеру нобайы 3-суретте келтірілген. Доғаның жану кезінде электродта және негізгі металда белсенді төбелдер бар доғаның электр тоғы толығымен осы төбелдерден өтеді. Катодтағы белсенді төбел катодтық, анодтағы – анодтық төбел боп аталады. Электр доғасының жалпы ұзындығы айтылған үш аумақ ұзындығының қосындысына тең:
Ld = Lк + Lб + Lа, (1)
мұндағы Ld – пісіру доғасының жалпы үзындығы, см;
Lк – катод аумағының ұзындығы, шамамен 10-5 см;
Lб – доға бағанасының ұзындығы, см;
Lа – анод аумағының ұзындығы, 10-3–10-4 см.
Электрдоғасының жалпы ұзындығын негізінен доға бағанасының ұзындығы құрайды.
Пісіру доғасының электр кернеуі доға аумақтарындағы кернеулер шамасының қосындысына тең
Ud = Uк + Uб + Uа, (2)
мұндағы Ud – доғадағы жалпы кернеу, В;
Uк – катод аумағындағы кернеу, В;
Uа – анод аумағындағы кернеу, В.

3-сурет. Электрдоғасы және ондағы электр кернеуінің өзгеру нобайы
1 – катод аумағы, 2 – доға бағанасы, 3 – анод аумағы
Доға бағанасындағы температура 5 000-нан 12 000 К-ге дейін барады. Доғаның температурасы газ ортасына электродтың материалы және диаметріне, электродтағы токтың тығыздығына тәуелді.
Доғаның жылу қуаты. Пісіру процесінің энергиялық нәрі (көзі) болып доғаның нәтижелі әсерлі жылу қуаты саналады. Доғаның нәтижелі әсерлі жылу қуаты дегеніміз пісірілетін металға оны қыздыру үшін белгілі уақыт бірлігінде берілген жылылық мөлшері, оны qn деп белгілейік.
Нәтижелі әсерлі электрдоғасының жалпы жылулық қуатының бөлігі боп табылады. Себебі доғаның жалпы жылулық қуатын бір шамалы бөлігі металдың жылылық өткізуіне байланысты және сәуле түрінде, сондай-ақ шашыраған металл тамшыларымен нәтижелі әсерлі пайдаланбайды. Доғаның толық жылу қуатын q-деп белгілейік.
Пісіру доғасының толық жылу энергиясын, яғни доғаның уақыт бірлігінде беретін жылу мөлшерін шамамен доғаның электрлік қуатының жылылық эквивалентіне тең алута болады. Сонда
q = φIU д, (3)
мұндағы I – пісіру тогінің шамасы, А;
U д – доғадағы кернеу, В;
φ – қуат коэффициенті.
Ал пайдалы әсерлі жылу
q = φIU д η, (4)
мұндағы η – п.ә.к.
Пайдалы әсер коэффициентінің η мәні пісіру түрлеріне байланысты 0,3-тен 0,95-ке дейінгі аралықта орын алады.
Көмір электрод қолданып ашық доғамен пісіруде η = 0,5-0,65; қапталған электродпен қолдан пісіруде – 0,7-0,85; флюс қабатының астында пісіруде – 0,85-0,93.
Жылылық нәрлендіргіштен шыққан жылу мөлшерінің пісірілген жік бірлігіне қатынасы жік ұзындық бірлігіне тән пісіру энергиясы деп аталады, оның өлшемі Дж/м.
Пісірудің жік ұзындығына тән энергиясы доғаның нәтижелі әсерлі жылу қуатының пісіру жылдамдығына қатынасына тең
 , (5)
, (5)
мұндағы V – пісіру жылдамдығы.
Пісіру жігін қалыптастыруда доғаның жылылық қуаты негізгі және қосымша металды балқытуға қарышталады.
Пісіру доғасының тиянақты жалындауы. Электрдоғасымен пісіруде ток беруші аппарат, доға, балқыған металл ауқымы (негізгі металл) пісіру жүйесін құрастырады. Пісірілген қосылыстың жоғары сапалы боп қалыптасуы пісіру жүйесінің айтылған үш бөлімінің бірдей тұрақты, тиянақты жұмыс істеуіне тәуелді. Бұлардың арасында әсіресе электрдоғасының тиянақты жалындауының шешуші мәні бар.
Пісіру процесінің барысында электрдоғасы жылжуда болады, осы жылжу кезінде оның бір қалыпты тиянақты болуын шайқаушы, бұзушы факторлар бар. Пісіру барысында электрдоғасының ұзындығының толқуы, өзгеруі, пісіру сапасына зор әсер етеді. Бұл құбылыс пісірушінің мамандық деңгейіне тәуелді, оның электродты дұрыс ұстай, жылжыта білуіне байланысты. Пісірілген қосылыс сапасына сондай-ақ пісірілетін бөлшектерді құрастырып дайындау сапасы, балқыған электрод тамшыларының балқытылған металл ауқымына ауысу сәттері елеулі әсер етеді.
Электр желісіндегі кернеудің өзгеруіне байланысты электрдоғасы кернеуінің толқуы, пісіру жылдамдығының бір қалыптылықтан ауытқуы, доғаның магниттік желпу алуы (электрдоғасының электрмагнит өрісі және ферромагнит шамасының әсерімен ауытқуын доғаның магниттік желпу алуы деп аталады) т.б. факторлар әсер етеді. Айналмалы токты электрдоғасының тиянақтылығы тұрақты ток электрдоғасының тұрақтылығынан төмен. Себебі доғаның жиілігі 50 Гц айнымалы токпен нәрлендіргенде доға секунд сайын 100 рет өшіп қайта жалындайды. Электрдоғасының тиянақтылығын арттыру үшін электрод қаптамасына және флюске жеңіл иондалатын (калий, кальций, цезий т.б. қосындылары) заттар қосады, осылайша доғаның ток өткізгіштігі өсіріледі.
Арнайы электр аппараттарын – осциллятор және импульсті генераторлар қолданып электрдоғасының бастама жалындауын жеңілдету тәсілі де кең қолданылады. Электрдоғасының тиянақты жалындауы үшін доғаны нәрлендіруші электр аппараттары да белгілі талаптарға сәйкес болуы шарт.
Негізгі әдебиет 1 [9-22], 3 [26-37]
Бақылау сұрақтары:
1. Электр разряды деген не?
2. Пісіру доғасының қандай түрлері бар?
3. Доға бағанасы дегеніміз не?
4. Ашық және жабық доғамен пісіру қалай жүргізіледі?
5. Тура және кері полярлылық деген не?
Не нашли, что искали? Воспользуйтесь поиском: