ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Последняя промывная вода
Промывание ведут до тех пор, пока в сусловарочном котле не получится желаемая концентрация. Стекающее в конце сусло с низкой экстрактивностью называется последней промывной водой. При нормальном пиве она еще имеет содержание экстракта около 0,5-0,6%. Иногда ее применяют в качестве воды для затирания или промывной воды для следующей варки. У пива с высокой экстрактивностью начального сусла типа «Бокбир» следует выщелачивать дробину не полностью, чтобы концентрация сусла не понизилась бы слишком сильно. При приготовлении такого пива последние промывные воды зачастую применяют как воду для промывки дробины в последующей варке, которая предусматривается для приготовления пива с невысокой экстрактивностью начального сусла.
В конце промывки в раствор переходит все больше малоценных веществ (дубильные и горькие вещества из оболочек, кремниевая кислота и др.):
| Состав экстракта в % | ||
| в первом сусле | промывных водах | |
| Мальтоза | 58,95 | 53,07 |
| Азотсодержащие вещества | 4,34 | 5,38 |
| Минеральные вещества | 1,54 | 2,54 |
| Кремниевая кислота (в пересчете на SiO2) | 0,1481 | 0,4536 |
Если хотят получить высококачественное пиво, то не следует сильно выщелачивать дробину. С этих позиций следует рассматривать также использование последней промывной воды в качестве воды для затирания для приготовления следующей варки.
Длительное промывание дробины и повторное использование последней промывной воды повышает выход экстракта, но ухудшает качество пива.
Если все же последние промывные воды используются повторно, то чтобы задержать нежелательные с точки зрения качества пива вещества, их следует обрабатывать активным углем. Поэтому фильтрование заканчивают обычно без сбора последней промывной воды.
Наряду с соображениями качества при повторном использовании не подработанной дополнительно последней промывной воды большое значение приобретает также возрастающая стоимость электроэнергии - так называемый «порог целесообразности использования» последней промывной воды. В связи с этим применение последней промывной воды рентабельно лишь до тех пор, пока полученный экстракт в стоимостном выражении превышает затраты на энергию, необходимые для последующего выпаривания воды.
Фильтрование затора проводят с помощью фильтрационных чанов или заторных фильтр-прессов (майш-фильтров).
Фильтрационный чан
Фильтрационный чан является наиболее старым и наиболее распространенным фильтрационным аппаратом, используемым при приготовлении пивного сусла. Фильтр чан состоит из цилиндрической емкости, на перфорированном двойном дне которой находится дробина и фильтруется сусло.
За последнее десятилетие в конструкции и технологии фильтр-чана произошло много изменений Поскольку в Германии и других странах в эксплуатации находится еще много фильтр-чанов старой конструкции, сначала рассмотрим устройство фильтр-чана старой конструкции, а затем обратимся к новым фильтр чанам. Естественно, что имеется ряд промежуточных конструкций, не все из которых ниже будут упомянуты.
Фильтр-чан старой конструкции (рис. 3.46)

| Элемент устройства | Назначение | Замечания |
| Вытяжная труба (1) | Вытяжка испарившейся влаги | Существуют фильтр-чаны и без вытяжной трубы. Поскольку выпаривать воду здесь не надо, то и безусловной необходимости в ней нет, но наличие вытяжной трубы все же дает определенные преимущества |
| Вытяжная крышка (2) | Крышка чана, защита от теплопотерь | |
| Дно фильтр-чана (3) | Сбор первого сусла и промывных вод | Дно чана плоское с выходными отверстиями по одному на каждые 1,2-1,5 м2 площади дна, к которым подведены фильтрационные трубы. Отверстия называются выходными. Они должны быть распределены по дну по возможности равномерно |
| Съемные фильтрационные сита (4) | Удерживание дробины | Фильтрационные сита толщиной 3-5 мм из жесткой латуни или из другого материала для стекания сусла, на 1 м2 приходится 2500-3000 прорезей длиной 30-70 мм и шириной 0,7-0,9 мм, расширяющихся книзу до 3-4 мм для того, чтобы они не забивались дробиной. Живое сечение сит составляет до 10% от их общей площади. Для лучшего обслуживания фильтрационные сита разделены на сегменты по 0,6-0,8 м2, которые поднимаются для очистки, для облегчения обслуживания могут вноситься и выноситься через люк в крышке чана |
| Изоляция (5) | Предотвращение остывания затора | Оборудование боковых стенок фильтр-чана теплоизоляцией, в противном случае охлаждение происходило бы сначала около стенок, периферийные зоны сусла имели бы из-за повышенной вязкости худшую текучесть, что приводило бы к снижению выхода экстракта |
| Трубопровод для подачи затора (6) | Подача затора в фильтр-чан | Трубопровод ведет от заторного насоса, расположенного под заторным аппаратом, к фильтр-чану. Затор перекачивается со скоростью 1,6 м/с, перекачка длится до 30 мин |
| Рыхлитель (7) | Рыхление дробины | Состоит из двух поперечных штанг, на которых снизу в один или два ряда расположены ножи - обычно прямые, иногда волнообразно изогнутые и имеющие небольшие плугообразные поперечные лопатки (пропашники) для рыхления дробины. С помощью тяг ножи переставляются параллельно, эта перестановка осуществляется вдоль или поперек направления вращения рыхлителя посредством рычага или штурвала. Для разрезания дробины ножи должны быть установлены параллельно направлению вращательного движения |
| Выгрузка дробины | Для выгрузки дробины ножи ставят перпендикулярно к направлению вращательного движения | |
| Привод рыхлителя (8) | Движение рыхлителя | Путем вращения оси привода приводится в движение рыхлитель. Имеются две скорости: меньшая-для рыхления дробины, большая-для выгрузки дробины |
| Подъемный механизм рыхлителя (9) | Подъем и опускание | Нижний конец вала привода рыхлителя связан с поршнем, который может двигаться вверх и вниз в неподвижно закрепленном цилиндре. При нагнетании воды в цилиндр рыхлитель с ножами поднимается, а при сбросе давления снова опускается. |
| Подача воды (10) | Подвод воды под давлением | Вода под давлением должна подаваться от отдельного ручного насоса или рыхлитель должен двигаться вверх-вниз механически |
| Подвод воды для промывки дробины (11) | Обеспечение подачи воды для промывки дробины | Вода для промывки дробины из резервного бака горячей воды должна доводиться до нужной температуры 78-80°С в предварительно подключенной смесительной батареи. |
| «Сегнерово колесо» (12) | Покрытие водой поверхностного слоя дробины | Устройство состоит из двух подвижных труб, свободно установленных над рыхлителем (сегнерово колесо) или жестко с ним связанных и вынужденно совместно с ним вращающихся |
| Фильтрационные трубы (13) | Отвод сусла и промывных вод | Трубы с легким уклоном к фильтрационной батарее |
| Фильтрационная батарея(14) | Сбор сусла и промывных вод для подачи в | Все трубы соединены с фильтрационными кранами над медным сборником, лотком фильтрационной батареи, который соединен с тремя трубопроводами: 1-й - к насосу мутного сусла, 2-й - к сусловарочному котлу, 3-й - к сбросу загрязненной воды |
| Фильтрационные краны с изогнутой трубкой (15) | Равномерное осветление | Краны выполнены с вертикальной загнутой вниз трубкой (рис. 3.47). Сусло должно подняться в вертикальной части трубки этого крана на всю высоту уклона фильтрационных труб. Благодаря этому возникшее разрежение компенсируется, дробина не уплотняется и фильтрование идет быстрее. С этими кранами связана горизонтальная труба для подачи горячей воды через фильтрационные трубы в под ситовое пространство перед заполнением фильтр-чана затором с целью вытеснения воздуха |
| Люк для выгрузки дробины (16) | Удаление дробины | Для удаления дробины открывается люк. Под ним расположен корытообразный приемник, из которого с помощью шнека выгружают дробину |

Вредное влияние кислорода на сусло известно давно. Особенно велико поглощение кислорода при выпуске сусла из фильтрационного крана в лоток. Чтобы не начинать сразу с покупки нового фильтр чана, на многих предприятиях фильтрационные трубы для сусла (13), находящиеся за фильтрационными кранами, соединяют в общий коллекторный трубопровод и отводят сусло прямо в сусловарочный котел и суслосборник без насыщения кислородом. Фильтрационная батарея сохраняет свей красивый внешний вид, но она уже не используется для фильтрования. Ее по-прежнему используют только для стока воды после промывки фильтр чана.
Фильтрационные чаны новой конструкции (рис. 3.48 и 3.48а)


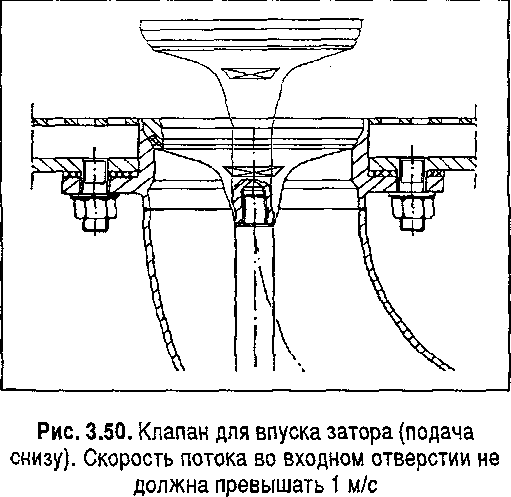
Как и все другие устройства варочного цеха, в настоящее время фильтрационные чаны изготовляют из нержавеющей стали, изолируя их боковые стенки для предотвращения охлаждения. Чтобы доступ кислорода сделать по возможности минимальным, подача затора осуществляется снизу (рис. 3.49). От 2 до 6 закрывающихся впускных клапанов работают снизу (рис. 3.50) и могут обеспечить время подачи затора 10 мин

В настоящее время сита изготовляют из нержавеющей стали в виде сварных решеток ш профильных элементов с щелевыми отверстиями шириной 0,7-0,9 мм, живое сечение которых составляет до 12% (рис 3.51) или в виде сит с фрезерованными щелевыми отверстиями 0,7 • 80 мм с живым сечением от8до10%.
Допускаются следующие удельные нагрузки на сита:
· при сухом помеле - 140-175 кг на м2;
· при сухом кондиционированном помоле - 150-210 кг на м2;
· при замочном кондиционировании - 200-280кг на м2.
 Благодаря некоторому наклону профильных элементов (рис. 3.51, 4) улучшаются характеристики потока, что приводит к получению более прозрачного сусла. Наклонное положение профильных элементов способствует также тому, чтобы во время выгрузки дробины застрявшие частицы легче извлекались из щелей.
Благодаря некоторому наклону профильных элементов (рис. 3.51, 4) улучшаются характеристики потока, что приводит к получению более прозрачного сусла. Наклонное положение профильных элементов способствует также тому, чтобы во время выгрузки дробины застрявшие частицы легче извлекались из щелей.
Сита расположены на 20 мм выше дна чана, что позволяет путем размещения под ситами распылительных форсунок без проблем промывать подситовое пространство (рис. 3.52).

Если сита опустить ближе ко дну чана, то потребуется больше отводных отверстий. Зазор около 10 мм еще позволяет установить распылительные форсунки промывающего устройства
 Увеличение высоты подситового пространства на 10 мм повышает объем воды в этом пространстве примерно на 1% по отношению к объему готового сусла и таким образом приводит к ненужному разбавлению первого сусла.
Увеличение высоты подситового пространства на 10 мм повышает объем воды в этом пространстве примерно на 1% по отношению к объему готового сусла и таким образом приводит к ненужному разбавлению первого сусла.
На один квадратный метр площади дна чана приходится одно суслоотводное отверстье с выпускным конусом. Обычно при фильтровании с кольцевыми коллекторными трубопроводами дно фильтр-чана разделено на несколько концентрически расположенных зон и фильтрационные трубки подводятся к соответствующим коллекторным кольцам. Этим обеспечивается наиболее равномерное выщелачивание дробины. В другой системе (см. рис. 3.48) все фильтрационные трубы выведены в центральный коллектор сусла так, чтобы сусло не соприкасалось с кислородом.
Все системы снабжены датчиками, гарантирующими фильтрование без доступа воздуха и обеспечивающими выключение насоса при попадании воздуха в систему.
Рыхлитель имеет 2,3,4 или 6 поперечных штанг в зависимости от диаметра фнльтр-чана, а скорость вращения рыхлительного механизма плавно регулируется. Основным элементом рыхлительного механизма являются специальные ножи, которые размещены на штангах так, что каждый нож обладает своей траекторией резания. Форма ножа (рис. 3.53) и его расположение на штанге гарантируют равномерность рыхления дробины и препятствуют опасному для процесса фильтрования образованию каналов в фильтрующем слое.
Ножи имеют такую форму, чтобы как можно быстрее обеспечить разрезание дробины без разрушения фильтрующих слоев. Ножи должны иметь возможность проходить над ситами максимально близко. При этом скорость наружных ножей должна быть минимальной, но ножей должно быть достаточно много, чтобы получить нужный результат.
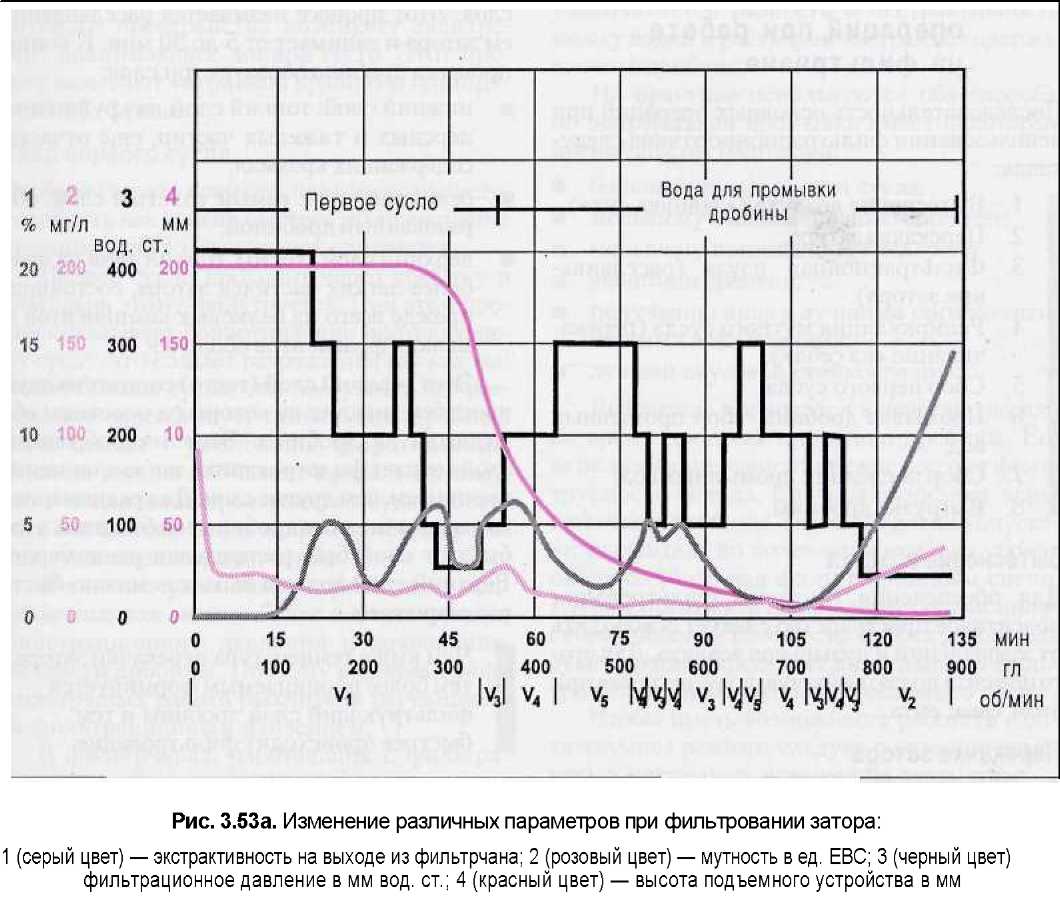
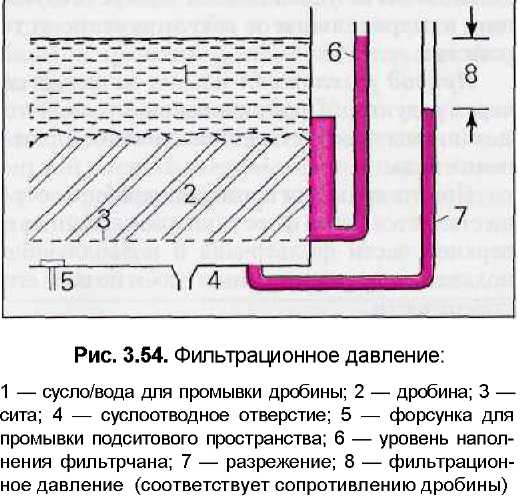
Высота рыхлителя может автоматически регулироваться также с учетом степени мутности сусла: с увеличением мутности рыхлитель поднимается, при уменьшении - опускается (рис. 3.53а). Сростом фильтрационного давления (рис. 3.54) рыхлитель опускается, так как дробина сильно уплотнилась, если фильтрационное давление уменьшается, рыхлитель можно снова поднять, но для этого должны быть установлены соответствующие измерительные и регулирующие устройства.
Привод рыхлителя плавно запускается через редуктор. Проникновению сусла в его механизмы препятствует специальное уплотнение вала.
Подача воды для промывки дробины осуществляется через форсунки, размещенные в верхней части фильтр-чана и позволяющие подавать воду равномерным слоем по всей его поверхности
Выгрузка дробины производится через несколько откидных клапанов. Для этого внизу на рыхлительном механизме имеются опускаемые выгружные лопатки, которые благодаря своей специальной форме способны обеспечить быструю (максимум за 10 минут) выгрузку дробины из фильтр-чана.
Не нашли, что искали? Воспользуйтесь поиском: