ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Строгание и фрезерование
После распиливания заготовки имеют риски, шероховатости, поко- робленность. Все эти дефекты устраняют строганием. Кроме того, при строгании заготовкам придают нужную форму.
Строгание – операция резания древесины ножами, при которой траекторией резания является прямая, совпадающая с направлением ра- бочего движения. Строгают древесину ручным или механизированным инструментом.
Строгание может быть выполнено разными способами:
1) материал (древесина) неподвижен, а инструмент (рубанок или фуга- нок) производит возвратно-поступательное движение (ручное строгание);
2) инструмент неподвижен, а материал (древесина) движется – ци- клевальные станки;
3) материал движется, а инструмент-резцы вращаются (электрору-
банок, фуговальный, рейсмусовый и другие станки).
Рубаночные и фуганочные ножи делают с наварными пластинками из стали марок Х6ВФ, 9Х5ВФ и Х12Ф1. В том случае, когда ножи из- готовлены из цельной стали, используют марку стали 85ХФ или Х12Ф1.
Контрножи (контржелезки) – горбатик делают из стали марок 35
или 45.
Поверхности ножей и контрножей защищают от коррозии (ржавчи-
ны) лаком, воронением или оксидированием.
Кромка изогнутого конца контрножа должна быть ровной, прямой и плотно прилегать к железке. Режущие кромки железок-ножей должны быть перпендикулярны к продольным ребрам.
В зависимости от назначения ножи подразделяются на следующие типы:
– шерхебельные – для грубого строгания древесины;
– рубаночные одинарные (без контржелезки) – для первичного стро- гания;
– рубаночные двойные (с контрножом) – для чистого строгания;
– фуганочные двойные – для окончательного чистого строгания;
– цинубельные – для циклевания поверхности древесины под склеи- вание;
– зензубельные – для выборки четвертей;
– фальцгебельные – для выборки и зачистки четвертей.
В зависимости от выполняемых операций для плоского строгания применяют шерхебель, одинарный и двойной рубанки; торцовый руба- нок, фуганок, цинубель, шлифтик.
Для профильного строгания – зензубель, фальцгебель, грунтубель, шпунтубель, горбач и др.
Обработка древесины посредством фрезерования производится рез- цами (ножами), находящимися на вращающемся металлическом корпу- се, называемом ножевой головкой. Ножи совершают движение резания с определенной окружной скоростью.
Посредством строгания древесина обрабатывается ножами, снима- ющими стружку постоянной толщины; при этом либо обрабатываемая древесина неподвижна, а ножи совершают возвратно-поступательное прямолинейное движение, либо ножи неподвижны, а древесина пере- двигается. Строгание производится на станках фанерострогальных, стружечных, дощечкорезательных, лущильных.
Обработку вращающимися ножами называют не фрезерованием, а строганием. Этот термин принят в книге в дальнейшем; в соответствии с этим большинство станков именуются строгальными.
К ним, в частности, относятся четырехсторонние строгальные, фу- говальные, рейсмусовые, фрезерные, шипорезные.
В качестве режущих инструментов при строгании применяются либо съемные плоские ножи, устанавливаемые в круглых головках, либо многорезцовые режущие головки – фрезы, в которых ножи состав- ляют одно целое с головкой.
Съемные плоские ножи применяются преимущественно для стро- гания плоских поверхностей и в этом случае имеют прямолинейное
 лезвие; фрезы применяются для строга- ния фигурных и узких плоских поверх- ностей.
лезвие; фрезы применяются для строга- ния фигурных и узких плоских поверх- ностей.
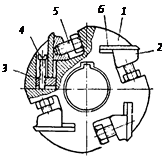
Число резцов в ножевых головках обоих типов может составлять два, че- тыре, шесть, восемь, а в станках с боль- шими скоростями подачи – еще больше (рис. 13).
Плоские строгальные имеют толщи- ну 3 – 10 мм, ширину 25–120 мм, длину 40–400 мм, угол заточки β 30 – 40º, γ – пе-
Рис. 13 – Устройство круглой ножевой головки на четыре ножа:
1 – корпус, 2 – планки, 3 – упор- ные планки, 4 – регулировоч- ные винты, 5 – винт, 6 – нож
редний угол 15 – 35º
Корпус ножевой головки представля- ет собой металлический цилиндр, имею- щий в середине отверстие для вала, а на периферии фасонные прорези для уста- новки и крепления ножей.
На рассматриваемой ножевой головке нож укрепляется в прорезях головки распором винта, прижимающего планки к передней грани но- жей. Различное выдвижение ножей над цилиндрической поверхностью ножевой головки дает возможность регулировать толщину снимаемого слоя древесины.
В одной ножевой головке все ножи устанавливаются на одинаковую толщину стружки, вследствие чего лезвия ножей должны находиться на одной и той же цилиндрической поверхности.
Для точного выдвижения ножей в ножевой головке применяются регулировочные винты с упорными планками, в которые упирается про- дольная грань ножей.
Фрезы для строгания хвойных пород имеют угол заточки 50 – 55°, передний 25 – 30°, для твердых пород угол заострения несколько больше (60 – 65°).
 |
Преимущество фрез (рис. 14) перед плоскими ножами заключается в большей устойчивости резцов, неизменности профиля, небольшой за- трате времени на смену резцов, возможности применять большие ско- рости резания и подачи, что определяет в конечном счете большую производительность станка.
Рис. 14 – Фрезы:
а – для гладкого строгания, б – для фасонного строгания кромок досок
Ножи и фрезы затачивают на механических точильных станках. При строгании вращающимися ножами каждый нож принимает участие в снятии стружки, однако в образовании строгальной поверхности будут принимать участие все имеющиеся в ножевой головке резцы лишь толь- ко в том случае, если их лезвия лежат на одной цилиндрической поверх- ности. Отклонения в точности установки ножей при этом не должны быть более 0,02 мм. Достигается это специальными мероприятиями.
К ним относятся для съемных ножей – уравновешивание и балан- сировка, тщательная их установка в ножевых головках, дополнительная подточка (фуговка) в станках на полном числе оборотов ножевых голо- вок.
За один оборот ножевой головки при непрерывной подаче материа- ла ножи будут дважды внедряться в древесину, при этом каждый нож снимает стружку серповидного сечения и оставляет желобчатый волно- образный след. Когда в образовании строганой поверхности принимают участие все ножи, длина волны равна подаче на один нож.
Однако при неточной установке ножей длина волны становится больше и зависит от числа ножей, принимающих участие в образовании строганой поверхности.
Чем меньше длина волны, тем меньше ее глубина и тем строгание чище. Для массового строгания хвойных строительных материалов дли- на волны может доходить до 3 мм и больше.
Не нашли, что искали? Воспользуйтесь поиском: