ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
На современных зубодолбежных станках с ЧПУ угол наклона зуба может быть свободно выбран в определенном диапазоне.
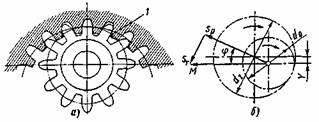
Рис. 3. Срезание уголков зубьев колес с внутренним зацеплением (в) и радиальный отвод долбяка (б):
Y- смещение оси долбяка; d0 - делительный диаметр долбяка
Такие станки более универсальны и быстро переналаживаемые, нет необходимости часто менять копир при изменении угла наклона зуба обрабатываемого колеса.
Зубчатые колеса внутреннего зацепления обычно нарезают круглым долбяком методом обкатывания. Чтобы избежать интерференции между головкой зуба долбяка и переходной поверхностью зуба колеса при врезании и радиальном отводе долбяка, а также срезания уголков 1 на вершине зуба колеса (рис. 3, а), долбяк должен быть меньше, чем сопряженная с нарезаемым внутренним колесом шестерня.
Чтобы при обратном ходе долбяка его зубья не задевали зубьев обработанного колеса, необходимо долбяк радиально отводить по прямой Sp, проходящей через ось колеса под углом (рис. 3, б). Угол отвода долбяка зависит от числа его зубьев и глубины долбления. После радиального отвода долбяк получает тангенциальное смещение ST в исходную точку М.
В табл. 1 приведены максимально возможные числа зубьев долбяка z0 в зависимости от числа зубьев z нарезаемого колеса и угла профиля а заготовки, обеспечивающие долбление зубчатых колес внутреннего зацепления со стандартной высотой головки и ножки зуба без их повреждения при радиальной подаче, обкатывании и радиальном отводе долбяка.
Нарезание зубьев шевронных колес производится на горизонтальных зубодолбежных станках двумя спаренными косозубыми долбяками с правым и левым наклоном зубьев (см. рис. 1, з). Долбяк с правым наклоном зубьев нарезает зубья шевронного колеса с левым направлением, а долбяк с левым наклоном зубьев нарезает зубья колеса с правым направлением.. При нарезании шевронного колеса долбяк и заготовка совершают те же движения, что и при нарезании цилиндрического косозубого колеса. Правый и левый долбяки работают попеременно, каждый из них производит обработку до середины колеса, образуя таким образом непрерывный шевронный зуб. Когда правый долбяк производит нарезание зуба заготовки, то в это время левый долбяк перемещается обратно на вспомогательном ходу и наоборот.
Долбяки для нарезания зубьев шевронных колес изготовляют комплектно с высокой точностью параметров зубчатого профиля и высоты головки зубьев. При заточке торцовых поверхностей долбяков разница их высоты не должна превышать 0,02 мм, а торцовое биение: 0,005 мм для долбяков с d0 = 80*120 мм; 0,008 мм для d0= 120-180 мм и 0,012 мм для d0= 180-320 мм.
Литература
1. Металлорежущие инструменты: Учебник для вузов по специальностям М54 «Технология машиностроения», «Металлорежущие станки и инструмен- ты»/Г. Н. Сахаров, О. Б. Арбузов, Ю. Л. Боровой и др.—М.: Машиностроение, 1989,—328 е.: ил.
2. Ш 35 Металорізальні інструменти: Швець С.В., Навчальний посібник. – Суми: Вид-во СумДУ, 2007. – 185 с.
3. Курсовое проектирование деталей машин: Учеб. пособие для учащихся машиностроительных специальностей техникумов/С.А. Чернавский, К.Н. Боков, И.М.Чернин и др. – 2-е изд., перераб.и доп. – М.: Машиностроение, 1988. – 416 с.: ил.
4. Руководство по курсовому проектированию металорежущих инструментов: Учеб. Пособие для вузов по специальности «Технология машиностроения, металорежущие станки и инструменты» / Под общ. ред. Г. Н. Кирсанова – М.: Машиностроение, 1986. – 288 с.: ил.
5. ww.helpiks.org/3-86150.html
Не нашли, что искали? Воспользуйтесь поиском: