ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Занятие 5. Размерная привязка режущего инструмента. Вспомогательная функция в программном обеспечении WIN NC SINUMERIK.
Размерная привязка режущего инструмента
Прежде чем установить размерную связь режущего инструмента с системой координат станка или детали, необходимо выполнить измерения режущего инструмента. Цель вычисления данных инструмента: система управления использует вершину инструмента или центральную точку инструмента для выполнения позиционирования, вместо базовой точки инструмента.
Каждый инструмент, который используется при выполнении обработки, должен быть измерен. Очень важным является измерение расстояния от верши резца до базовой точки N установки инструмента.
В журнале данных инструмента, сохраняются измеренные данные длины, позиции инструмента и его радиуса. Коррекцию на длину инструмента можно выполнять в полуавтоматическом режиме, позиция инструмента и радиусы инструмента следует вводить вручную. Позиция инструмента должна быть введена обязательно.
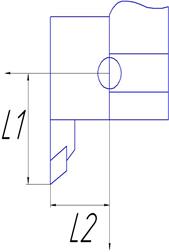
L2: координата вершины резца в направлении оси Z в абсолютных значениях от точки N (рис.2.2,а);
R: радиус режущей части резца (рис.2.2,б).
Тип инструмента: позиция инструмента 1-9 (рис.2.2,в).


а) б) в)
Рис.2.2. Направления коррекции резца на длину (а), режущая часть с закруглением по радиусу R (б) и позиция режущей кромки резца (в).
Указание радиуса инструмента необходимо только при использовании коррекции на радиус фрезы.
а) 
б) 

Рис.2.3. Размерная привязка инструмента с осью: (а), (б) - совпадающей с осью Z; (в) - перпендикулярной к оси Z.
Размерная привязка инструмента для типа 500 (рис.2.2, а) выполняется: L1: в направлении X в абсолютных значениях от точки N.
Для определения типа инструмента (т.е. его позиции), следует смотреть на инструмент от точки закрепления его в станке. Для станков с инструментом под (перед) центром вращения (например, PC TURN 50/55) следует использовать значения в скобках, вследствие изменения положительного направления оси Х на противоположное. Размерная привязка мерного инструмента, например, метчика (рис.2.3,а), сверла (рис.2.3,б), используемых для обработки осевых отверстий заготовки, осуществляется на основании известной координаты Z, характеризующей вылет инструмента относительно точки N. В этих случаях ось Z совпадает с осью режущего инструмента. При использовании приводного режущего инструмента, например, для обработки перпендикулярно расположенных отверстий заготовки привязка инструмента выполняется на основании известных координат X и Z (рис.2.3,в).
Вспомогательная функция в программном
обеспеченииWIN NC SINUMERIK
Программное обеспечение WIN NC SINUMERIK ( WinNC) имеет М-функции, которые представлены ниже.
Команды М (вспомогательная функция)
КомандаСмысловое значение
МО ____ Программируемый останов
М1 _____ Останов по дополнительному заданию
М2 _____ Конец программы
МЗ _____ Включение шпинделя по часовой стрелке
М4 _____ Включение шпинделя против часовой стрелки
М5 _____ Останов шпинделя
М2=3 ___ Инструмент с механическим приводом ВКЛ по часовой стрелке
М2=4 ___ Инструмент с механическим приводом ВКЛ против часовой стрелки
М2=5 ___ Инструмент с механическим приводом ВЫКЛ
Мб _____ Смена инструмента
М8 _____ Включение подачи СОЖ
М9 _____ Выключение подачи СОЖ
М10 ____ Винтовой тормоз ВКЛ
М11 ____ Винтовой тормоз ВЫКЛ
М17 ____ Конец подпрограммы
М20 ____ Задняя бабка назад
М21 ____ Задняя бабка вперед
М23 ____ Поддон назад
М24 ____ Поддон вперед
М25 ____ Открывание зажимного приспособления
М26 ____ Закрывание зажимного приспособления
МЗО ___ Конец программы
М32 ____ Конец программы для операции загрузки
М57 ____ Колебания основного шпинделя ВКЛ
М58 ____ Колебания основного шпинделя ВЫКЛ
М67 ____ Прутковый питатель/загрузочный магазин ВКЛ
М68 ____ Прутковый питатель/загрузочный магазин ВКЛ
М69 ____ Смена прутка
М71 ____ Продув ВКЛ
М72 Продув ВЫКЛ
Не нашли, что искали? Воспользуйтесь поиском: