ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
I. Комплексная механизация и автоматизация производства как основное направление научно-технического прогресса в машиностроении
В развитии науки, техники и технологии можно выделить эволюционные и революционные стадии и периоды. Медленное, частичное, постепенное совершенствование основ, накопление этих усовершенствований и является эволюцией. Сущность революционной стадии заключается в коренном преобразовании основ науки, техники и технологии, в переходе количества в качество.
Эволюционный этап заканчивается революционным преобразованием, но затем следует опять этап постепенного совершенствования, и этот процесс бесконечен.
В течение многих веков наука и техника развивались, не обнаруживая явной взаимосвязи друг о другом. В истории человеческого общества сначала свершилась техническая революция, революция конца ХVШ и начала XIX веков в Англии, связанная с развитием машинного производства. В этот период были созданы текстильные, швейные и другие машины, заменившие человеческие руки, был создан универсальный паровой двигатель Дж. Уатта. Постепенное накапливание научных результатов, открытие принципиально новых явлений и законов привело в конце XIX начале XX веков к революции в науке, которая выразилась в ломке старых представлений и теорий в физике. Причиной этого явились открытия электрона, явления радиоактивности и др. Однако в тот период революция в науке практически ничего не изменила, в технике и технологии, т.е. никаким образом не повлияла на развитие производительных сил общества.
Постепенное обращение науки к практике от чисто логических и философских обобщений наблюдается с ХVI века, когда нужды торговли,. мореплавания и крупных мануфактур потребовали теоретического и практического решения целого ряда задач. Под влиянием идей Возрождения, великого итальянца Леонардо да Винчи наука начинает изучать процессы и явления, результаты которых способствовали сближению науки и практики. Можно назвать целый ряд ученых из разных стран, которые внесли заметный вклад в этот процесс: Галилео Галилей, Эванджелисто Торричелли, Роберт Бойль, Исаак Ньютон, Даниил Бернулли, Михаил Васильевич Ломоносов, Леонард Эйлер, Алессандро Вольта, Гемфри Дэви и многие другие.
Взаимодействие науки, техники и технологии, ведущее к совершенствованию производительных сил общества, и породило научно-технический прогресс.
Вот как определяется в современной экономической литературе содержание понятия "Научно-технический прогресс" (НТП): поступательное и взаимосвязанное развитие науки и техники, характерное для крупного машинного производства. Под воздействием роста и усложнения общественных потребностей НТП ускоряется, что позволяет поставить все более могущественные природные силы и ресурсы на службу человеку, превратить производство в технологический процесс целенаправленного применения данных естественных и других наук. Непрерывность НТП зависит прежде всего от развития фундаментальных исследований, открывающих новые свойства и законы природы и общества, а также от прикладных исследований и опытно-конструкторских разработок, позволяющих воплотить научные идеи в новую технику и технологию. НТП осуществляется в двух взаимообусловленных формах: I) эволюционной, означающей сравнительно медленное и частичное совершенствование традиционных основ науки и техники; 2) революционной, протекающей в виде научно-технической революции [18, с.171-172].
Основными направлениями НТП в промышленности являются:
1) электрификация и электронизация производства, выражающиеся в широком применении электрической энергии в технологических процессах и двигательных устройствах, в средствах управления производством, широкое развитие и внедрение в производство радиоэлектроники;
2) развитие атомной энергетики (к 2000 году атомной энергии будет получено в 5-7 раз больше, чем в XI пятилетке);
3) химизация производства, означающая расширение сырьевой базы промышленности, разработку и внедрение новых материалов и химических методов обработки. В машиностроении широко используются синтетические, композиционные и сверхчистые материалы, дающие высокий экономический эффект. Большой эффект достигается за счет использования электрохимических методов обработки;
4) внедрение передовых технологий. В двенадцатой пятилетке намечалось в 1,5-2 раза расширить применение прогрессивных, базовых для каждой отрасли технологий. Необходимо было «обеспечить широкое внедрение в народное хозяйство принципиально новых технологий электронно-лучевых, плазменных, импульсных, биологических, радиационных, мембранных, химических и иных, позволяющих многократно повысить производительность труда, понять эффективность использования ресурсов и снизить энерго- и материалоемкость производства» [ 22, c.16].
Новым направлением совершенствования технологии является разработка малооперационных, ресурcосберегающих, энергосберегающих и безотходных технологий. К их числу относятся процессы непрерывной разливки металлов, метод прямого восстановления железа, минуя доменный процесс, и др. При максимальном использовании современных методов и средств технологии появляется возможность резко сократить период времени между научным открытием и его использованием в производстве. Если на реализации идеи, на которой построена фотография, потребовалось более столетия, телефона - 50 лет, радио - 35 лет, то в период НТП эти сроки резко сократились (транзисторы и лазер - 5 лет, интегральные схемы - 3 года);
5) Комплексная механизация и автоматизация производства, позволяющая последовательно повышать организационную и технологическую гибкость производства. В двенадцатой пятилетке планировалось «внедрять автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь, в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза» [22, с.17].
Коренное отличие процессов, происходящих в наше время в науке и технике, заключается именно в том, что изменилось место и роль науки в современном обществе, которая выступает в качестве всеобщей, производительной силы. Это и привело к научно-технической революции, которую впервые переживает человечество.
«Научно-техническая революция (НТР) - это коренное преобразование производительных сил на основе познания и овладения новыми,болееглубокими свойствами и законами природы, усиление взаимодействия, науки, техники и производства, процесс интенсивного превращения науки в непосредственную производительную силу. НТР началась в 40-50-х годах XX века в результате крупнейших научных и технических открытий (в частности, создание ЭВМ, атомной энергетики, полимерных материалов, ракетно-космической техники и др.). В 70-х годах наступил современный этап НТР, основными направлениями которого стали: новейшая электронно-вычислительная техника (супер ЭВМ нового поколения с быстродействием более 10 млрд операций в секунду с использованием принципов искусственного интеллекта, персональные ЭВМ и т.п.); комплексная автоматизация; принципиально новые материалы и технологии их производства и обработки; ускоренное развитие атомной энергетики и биотехнологии. НТР вызывает радикальную перестройку всего технического базиса и технологического способа производства; изменяет условия, характер и содержание труда, отраслевую и профессиональную структуру общества; оказывает мощное воздействие на самого человека и среду его обитания; открывает новые перспективы значительного повышения производительности труда, гигантского приращения материальных и духовных возможностей людей» [18, с.170-171].
Комплексная механизация и автоматизация производственных процессов является в настоящее время основным направлением научно-технического прогресса, без которого невозможны высокие темпы дальнейшего роста производительности труда.
Выделяют 3 ступени автоматизации: частичную, комплексную и полную.
Частичная заключается в автоматизации управления отдельными технологическими параметрами (подача, скорость, подвод и отвод инструмента и т.п.), отдельных частей станков, некоторых видов оборудования и т.д. К наиболее распространенным видам оборудования на первой ступени автоматизации в настоящее время относятся станки с программным управлением (ПУ), - с цикловым (ЦПУ) и числовым (ЧПУ) программным управлением, а также различные виды станков-автоматов.
Комплексная заключается в автоматизации управления основными и вспомогательными процессами производства, начиная с поступления сырья и кончая выходом готовых изделий. При этом рабочий из сферы непосредственного изготовления продукции переходит в сферу наблюдения и регулирования автоматизированного производственного процесса. Примером комплексной автоматизации являются автоматические линии, гибкие производственные системы (ГПС), цехи-автоматы с системой общего электронного управления.
Полная представляет собой систему практически автоматического функционирования всего предприятия, начиная от проектирования и кончая выдачей готовой продукции. В этой системе автоматизируется не только, труд рабочего, но также инженерный и управленческий труд.
Механизация и автоматизация производства осуществляется на основе следующих технических средств.
Станки с ЧПУ. Программа обработки заготовок на станках о ЧПУ задается о помощью закодированных чисел в виде отверстий на перфорированной ленте или на магнитной ленте. Перемещение рабочих органов станка по команде с программоносителя может производиться по одной или трем координатам (рис.121).
Информацию программоносителя (ленты) (1) воспринимает считывающее устройство (2). Распределители импульсов (3) передают их в усилители (4). Импульсы тока необходимой величины поступают в шаговые электродвигатели (5). При этом каждому импульсу соответствует определенный угол поворота вала электродвигателя. Связанные с электродвигателями ходовые винты (6) и (7) обеспечивают подачу стола (8) (или режущего инструмента) вдоль координатных осей "х" и "у".

Рис. 121
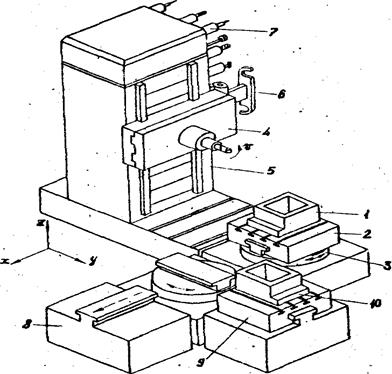
Рис. 122
По способу управления станки с ЧПУ разделяют на следующие типы:
- станки с жестко заданной программой, которую необходимо менять со сменой обрабатываемой детали или после внесения каких-либо изменений в технологический процесс её обработки;
- станки с оперативной системой управления на базе микроЭВМ. В этом случае рабочий вводит в ЭВМ основные параметры обрабатываемой детали, на базе которых ЭВМ создает программу обработки, выдает команды исполнительным органам станка и следит за их выполнением. При необходимости рабочий может корректировать программу обработки детали;
- станки с адаптивной системой управления, имеющей возможность выбирать оптимальные условия резания в соответствии с изменяющейся ситуацией при обработке детали. Например, с увеличением глубины резания вследствие неравномерности припуска на обработку поверхности детали увеличивается нагрузка на резец, и адаптивная система, реагируя на эти изменения, уменьшает величину подачи;
- участки станков с ЧПУ, управляемые от одной ЭВМ. Для изготовления детали оператор набирает номер-код соответствующей детали, устанавливает в станок заготовку и включает станок. Всю дальнейшую работу выполняет станок по заранее заложенной в ЭВМ программе.
Следующим шагом автоматизации является оснащение станков о ЧПУ устройствами для размещения и автоматической смены инструмента, создание обрабатывающих центров (ОЦ). Это позволяет последовательно выполнять большое число разнообразных видов обработки различными режущими инструментами без снятия заготовки со станка. В накопителях (магазинах) ОЦ может размещаться до 150 инструментов. Режущий инструмент по команде от программы подается в рабочее положение в любой последовательности с помощью специальной автоматической руки. Это позволяет обрабатывать сложные детали при одномих закреплении с четырех-пяти сторон.
Рассмотрим общую схему ОЦ (рис.122). Заготовка (1) устанавливается и закрепляется на палете (2), после чего перемещается на рабочий стол (3) в рабочую позицию. Шпиндельная бабка станка (4) перемещается по направляющим станины (5) в зону действия автоматической руки (6). Автоматическая рука переносит из накопителя (магазина) (7) соответствующий режущий инструмент и устанавливает его в шпиндель. В ходе обработки детали устройство программного управления обеспечивает координатное перемещение элементов станка по осям"х", "у","z" поворот вокруг вертикальной оси стола в рабочей позиции на необходимый угол; выбор и смену режущего инструмента. Обработанная с четырех-пяти сторон заготовка на палете перемещается в место разгрузки (8) (или передается на следующий станок). В то время, пока в рабочей позиции производилась обработка первой детали, в загрузочной позиции закрепляется на второй палете (9) следующая заготовка (10), которая затем передается в рабочую позицию (по окончании обработки предыдущей детали). Вспомогательные операции при этом оказываются максимально совмещенными с машинным временем. Во время обработки заготовки одним инструментом магазин перемещается, и в районе действия автоматической руки оказывается следующий (необходимый по программе), инструмент. На смену инструмента в шпинделе расходуется, таким образом, всего несколько секунд. Обработка на ОЦ обеспечивает повышенную точность. Инструмент настраивается на размер вне станка, положение его очень точно фиксируется в рабочем шпинделе. Эффективность использования таких станков возрастает с увеличением сложности обрабатываемых заготовок.
Составляющие технико-экономического и социального эффекта при внедрении станков с ЧПУ взамен традиционного металлорежущего оборудования:
1. Независимость точности и качества обработки детали от квалификации рабочего и сокращение потерь от брака вследствие этого в 2 ÷ 2,5 раза.
2. Сокращение основного и вспомогательного времени обработки детали. Минимизация холостых ходов и рабочих траекторий инструмента повышает скорость холостых ходов до 3-10 метров в минуту. В условиях мелкосерийного производства доля машинного времени на точных станках с ручным управлением (РУ) не превышает 20%, а на станках о ЧПУ от 60% до 80-90% на обрабатывающих центрах. Рост производительности обеспечивает сокращение потребности в основных производственных фондах (оборудование, производственные площади, средства транспортировки и др.). Сокращается потребность в станочниках высокой квалификации, снимаются затраты на их подготовку, снижаются потери от простоев станков из-за отсутствия станочников. В связи с увеличением доли машинного времени создаются условия для многостаночного обслуживания.
3. Сокращение номенклатуры и удешевление применяемой оснастки и приспособлений. Одно приспособление на станке с ЧПУ может заменять до 10 сложных приспособлений на станках с РУ. Стоимость оснастки снижается на 70-80%.
4. Сокращение времени на переналадку станка при смене обрабатываемой детали и, соответственно, рост полезного фонда времени работы оборудования и объемов выпуска продукции.
5. Повышение культуры обслуживания и облегчение труда основных производственных рабочих. (Затраты энергии токарей на станках с РУ составляют порядка 16000 Дж в смену и мышечная утомляемость рабочих повышается к концу смены на 33%, у операторов станков с ЧПУ затраты энергии - 2000 Дж в смену и мышечной утомляемости не наблюдается).
6. Внедрение станков о ЧПУ ведет к сокращению производственного цикла, что способствует сокращению оборотных заделов и снижению потребности в производственных и складских помещениях.
Дополнительные капитальные вложения и дополнительные затраты при обработке деталей на станках с ЧПУ.
1. Высокая стоимость станков с ЧПУ (примерно в 6-10 раз больше, чем с РУ).
2. Повышение требований к заготовкам для станков с ЧПУ ведет к росту капитальных вложений в заготовительное производство.
3. Новые капитальные вложения: в средства расчета, записи, контроля и проверки управляющих программ, а также в средства диагностики систем ЧПУ, специальные приборы и устройства отладки технологического процесса и наладки инструмента вне станка.
4. Увеличение расходов на заработную плату конструкторов, технологов и операторов-программистов, наладчиков и электронщиков, на эксплуатацию, ремонт и содержание систем ЧПУ, амортизацию оборудования, хранение, учет, контроль и воспроизводство программ.
5. Дополнительные затраты на подготовку и повышение квалификации кадров и затраты, связанные с сервисным обслуживанием в период внедрения.
В машиностроении для автоматизации вспомогательных и основных операций широко внедряются манипуляторы и промышленные роботы.
Манипулятор - это техническое устройство для воспроизведения двигательной функции руки человека. Он снабжен захватом, подобным кисти руки, и сервоприводами, перемещающими эту механическую руку. Такие манипуляторы выполняют только мышечную функцию деятельности человека типа "взять - повернуть - положить".
Промышленные роботы (роботы - манипуляторы с программным управлением) могут быстро переналаживаться на различные операции. Оснащение роботов адаптивными (приспосабливающимися) устройствами привело к созданию нового поколения роботов, способных "распознавать" окружающую среду с помощью различных средств технического зрения. Такие роботы с высокой автономией действий позволят исключить присутствие человека при выполнении вредных и опасных работ, связанных с радиацией, загазованностью, экстремальными температурами и давлениями.
При производстве продукции массового применения в качестве направления комплексной автоматизации широко используются автоматические линии (АЛ).
Автоматическая линия - это система автоматически действующих станков, расположенных в последовательности выполнения технологических операций, связанных транспортирующими средствами, и имеющая единое управляющее устройство. В состав АЛ для механической обработки заготовок входят следующие устройства и оборудование: металлорежущие станки-автоматы и агрегаты для выполнения технологических операций; механизмы для фиксации и закрепления заготовок на рабочих позициях в определенном положении; устройства для транспортирования заготовок от станка к станку; механизмы для поворота заготовок; устройство для загрузки заготовок и для накопления деталей и питания последующих участков линии; устройство для удаления стружки; приборы и аппаратура для контроля и сортировки деталей; аппаратура управления.
До недавнего времени АЛ в крупносерийном и массовом производстве играли прогрессивную роль, так как их использование позволяло более чем в 30 раз повышать производительность, труда по сравнению с металлорежущими станками с ручным управлением, снижать себестоимость продукции, повышать ее качество и т.д. Но дело в том, что автоматические линии могут создаваться, как правило, только под определенную деталь. На создание уходит 4-5 лет, амортизация затрат также рассчитана не менее чем на 4 года.
Таким образом, 8-10 лет производятся те же детали, а переход на новое изделие или совершенствование выпускаемой продукции оказывается невозможным. Кроме того, жесткие связи оборудования, включенного в поток, фиксированный маршрут прохождения деталей в нем увеличивают различного рода потери рабочего времени, так как простои по одной операции неизбежно вызывают другие простои. Все это усугубляется с ростом сложности продукции. Быстрый приход новых машин на смену старым, постоянное их совершенствование на базе новых открытий науки и техники делает нерентабельным внедрение "жесткого", хотя и высокопроизводительного оборудования там, где жизненный срок продукции короток. А таких производств становится все больше и больше, так как эксплуатация машин старых образцов все чаще оказывается экономически невыгодной.
НТП позволяет, а эффективность народного хозяйства требует переходить на выпуск новых машин сразу же после их создания, а они стали появляться в последнее время каждые 3-4 года.
Почему же в условиях НТР, когда сложность машин растет, ускоряется их сменяемость, поточное производство и конвейеризация, т.е. формы организации производства, еще совсем недавно считавшиеся прогрессивными, стали терять свои преимущества? Потому что основу потока и конвейеризации составляет, как известно, дифференциация процесса обработки и сборки на многочисленные простые операции. Чем сложнее выпускаемая продукция, тем длиннее поток (конвейер), тем больше операций, станков. А значит, неизбежен и рост объема вспомогательных работ (при общей тенденции сокращения объема основных работ); возрастает необходимость заделов, незавершенного производства и запасов, увеличения общего времени нахождения деталей в производстве (несколько месяцев).
А в итоге объем вспомогательных работ в машиностроении доходит до 50%. И справиться с такой «лавиной» можно только с помощью автоматизации, ради чего, собственно, и приходится создавать роботы, роботизировать вспомогательные работы.
Где же выход из создавшегося положения? Видимо, следует искать пути автоматизации, которые не увеличивают, а наряду с сокращением объема основных, сокращают и объем вспомогательных работ.
Основным направлением решения данных проблем в настоящее время является создание гибких производственных систем (ГПС).
Не нашли, что искали? Воспользуйтесь поиском: