ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Нагрев металла перед обработкой давлением
Процессы обработки давлением разделяют на две группы: горячую и холодную деформацию. К процессам горячей деформации относят процессы, протекающие при температуре выше температуры рекристаллизации.
При нагреве металла его способность к пластической деформации увеличивается, а сопротивление деформации падает (рис.2). Особая зависимость наблюдается у сплавов Fe+C - сталей. Из-за полиморфизма, изменения кристаллической структуры при изменении температуры при нагреве стали характерно сначала некоторое увеличение прочности (до 300-400 С°) с последующим ее резким падением (в 15-20 раз).
Поэтому процессы горячей обработки являются менее трудо- и энергоемкими. Однако изделия, полученные горячей обработкой, обладают худшим качеством поверхности (слой окисленного металла на поверхности, называемый окалиной) и меньшей точностью геометрических размеров по сравнению с изделиями, полученными методом холодной деформации.
Для проведения процессов горячей пластической деформации металл прогревают до 0.65-0.75 абсолютной температуры плавления данного состава для обеспечения полного протекания разупрочняющих процессов.
Поковки высокого качества можно получить только при условии правильного нагрева металла, последующей его обработки в пределах установленных температур, правильного охлаждения и надлежащей термообработки. Рекомендуемые температурные интервалы ковки и штамповки различных металлов и их сплавов, установленные путем комплексных лабораторных испытаний, приведены в табл.1.
При повышении температуры выше 1300ºС у многих сталей наблюдается ТИХ – температурный интервал хрупкости, здесь чаще всего имеет место плавление межзеренного пространства, вследствие чего зерна металла просто «расклеиваются» между собой.
Несоблюдение правильных температурных интервалов приводит к нерациональному использованию энергии и браку поковок (трещины вследствие резких изменений температуры, перегрев, пережог и др.).
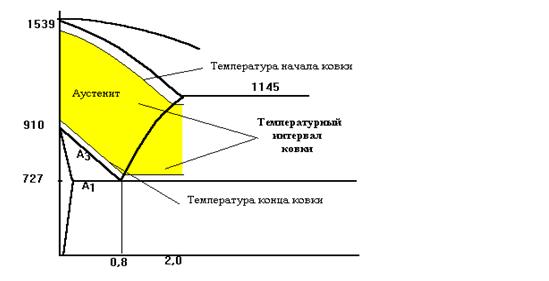
Рис.3. Часть диаграммы состояния системы “железо-углерод”
с указанием температуры ковочного нагрева для сталей
Продолжительность нагрева, т.е. время, необходимое для нагрева слитка или заготовки по заданному режиму зависит от:
1) от марки материала и толщины нагреваемых слитов или заготовок;
2) от формы сечения и способа укладки слитков или заготовок по поду печи;
3) от температуры рабочего пространства печи и конечной температуры нагрева металла.
Таблица 1
Не нашли, что искали? Воспользуйтесь поиском: