ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Ремонт підшипників ковзання
У процесі роботи підшипників ковзання спостерігається поступове наростання зазору «на масло», що викликається зношуванням втулки (вкладиша) підшипника, а також шийки. Конкретний характер зношування може бути у формі найрізноманітніших дефектів — овальності, конусності, неспіввісності, рисок, подряпин, фарбування, корозії, фреттинг-корозії, кавітації, задирів, виплавки. Збільшення зазору на масло і викривлення форми деталей, що сполучаються, приводять до погіршення режиму тертя, появи ударного характеру навантажень, підвищенню температури і, як наслідок, до прискорення процесу зношування з можливими пошкодженнями у вигляді ослаблення втулки або вкладишів в посадці, появи наклепу на поверхні і навіть провертання. Перед розбиранням підшипникових вузлів, як правило, проводять їх огляд і замір зазорів в сполученнях щупом. Роз'ємні підшипникові вузли розбирають за допомогою стандартних спеціальних гайкових ключів і пристосувань. Втулки (вкладиші), що мають зношування по формі і товщині, ослаблення посадки, корозію і фарбування антифрикційного сплаву понад допустимі значення, підлягають ремонту або замінюють, а з тріщинами і зламами — у всіх випадках замінюють.
При незначній виплавці та викрашуванні бабітової заливки, пошкоджені місця зачищають до тіла підшипника і наплавляють оловом з подальшою шабровкою. В іншому випадку, а також при граничному зношуванні бабіту по товщині втулки вкладиші перезаливають ручним або відцентровим способом з подальшим розточуванням під необхідний розмір. Зовнішній діаметр втулки під запресовку відновлюють металізацією, роздачею (перед заливкою), електрохімічними покриттями тощо.
Натяг вкладишів підшипників (піднесення їх над постіллю) перевіряють в пристосуванні (рис. 1.60) під навантаженням.

Рис. 1.60 – Пристосування для перевірки натягу вкладиша дизеля під навантаженням:
1 — стіл; 2 — гвинт; 3 — гніздо; 4— планка; 5 — стрижень; 6 — стійка; 7 — затиск; 8 — тяга;
9— манометр; 10— рукоятка; 11 — масельничка; 12— регулятор тиску; 13 — розподільний кран;
14 — пневматичний циліндр
Перед перевіркою вкладишів настроюють індикатор по еталонному вкладишу, зовнішній діаметр якого рівний діаметру постілі пристосування. Вкладиш підшипника упирають з одного боку в планку 4, а з іншого притискують до постілі затиском 7. Допускається перевіряти натяг вкладишів в робочих постілях.
Натяг вкладишів відновлюють нарощуванням торців металізацією, шляхом наклейки на торці латунної або мідної фольги, а також нанесенням лака або клею на тильну частину неробочого вкладиша. У тих випадках, коли втулки або вкладиші не мають видимих ознак дефектності, а в підшипниковому вузлі зазор «на масло» досягає граничного допустимого значення, зазор відновлюють заміною втулки або вкладишів на нові без ремонту шийки вала (при умові, якщо відхилення її форми в межах допуску). Нормальний зазор відновлюють нарощуванням розмірів поверхонь, що сполучаються, до нормальних розмірів по робочих кресленнях, або обробкою шийки під ремонтний розмір із заміною втулки або вкладишів на нові тієї ж категорії, що і шийка після обробки.
Установка втулок в корпус включає взаємну орієнтацію, запрессовку, закріплення від провертання (якщо передбачено конструкцією) і обробку отвору. Для взаємної орієнтації, здійснюваної щоб уникнути перекосу і деформації втулки, застосовують спеціальні пристосування. При запресовці з великим натягом щоб уникнути задирів поверхні, що сполучаються, мастять маслом. Після запресовки втулок зі значним натягом діаметр їх зменшується. Тому втулку розгортають, калібрують кулькою або прошивкою. При установці втулок з посадками А/Н або А/Г їх діаметри і форма майже не міняються, і отвір доводять тільки шабровкою. Запресовка втулки значно полегшується, якщо її заздалегідь охолодити в термостаті з сухим льодом. Після монтажу втулки перевіряють на точність розмірів, форму і співвісність. Установка вкладишів роз'ємних підшипникових вузлів включає:
· підбір вкладишів по товщині відповідно до ремонтних або нормальних розмірів шийок вала;
· перевірку прилягання вкладишів до постілі і кришки щупом (для товстостінних вкладишів) або по фарбі (для тонкостінних), прилягання по фарбі повинне бути не менше 85% площі вкладишів;
· перевірку співвісності;
· перевірку прилягання шийок до робочих вкладишів (не менше 75— 85%);
· кріплення підшипникового вузла і в завершальній стадії перевірку зазорів «на масло» (рис. 1.61).
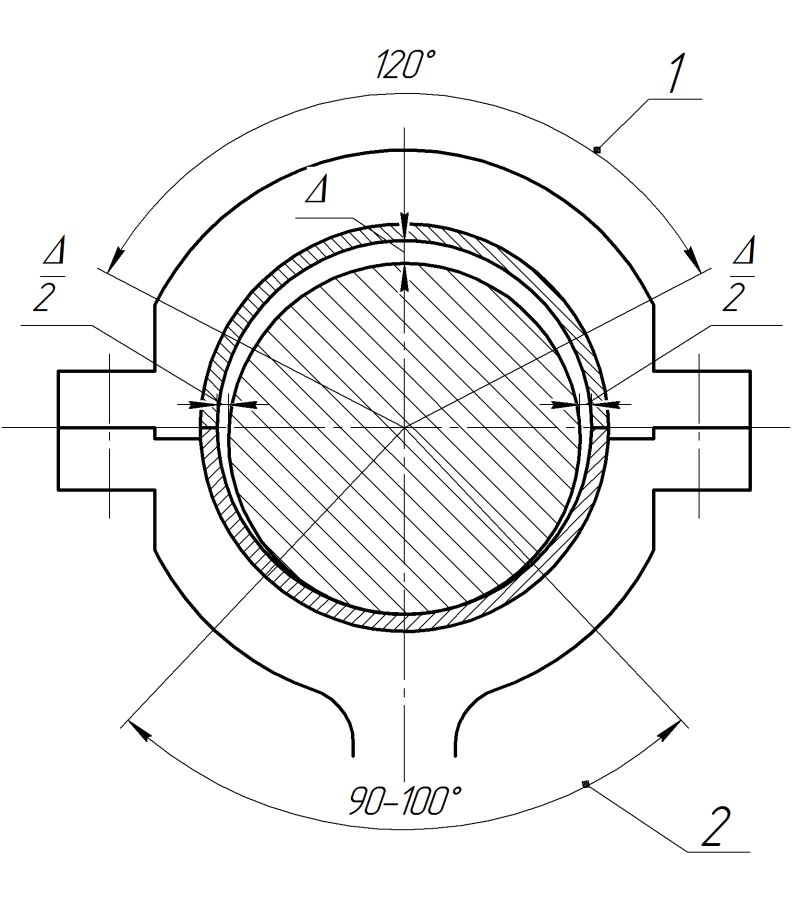
Рис. 1.61 – Схема контролю параметрів підшипника ковзання: 1 — зона контролю зазору «на масло» (кут 120°); 2— зона контролю прилягання і провисання цапфи (для багатоопорних валів)
Співвісність контролюють технологічним валом, лінійкою, монтажною струною або більш точним оптико-механічним способом. Затягування гайок кріплення підшипників проводять в певній послідовності (звичайно від середніх до крайніх підшипників). Затягування кожної гайки нормують і проводять динамометричним ключем або звичайним ключем до упора і додатково на 1,5-2 грані.
Не нашли, что искали? Воспользуйтесь поиском: