ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Организационно-технологические методы проведения ремонтов
На горных предприятиях применяются следующие организационно-технологические методы проведения ремонтов: индивидуальный, сменно-узловой (агрегатный) и поточный. Выбор метода ремонта зависит от количества ремонтируемых в течение года горных машин, их габаритов и массы, а также оснащенности ремонтных баз.
Индивидуальный метод ремонта применяется на горных предприятиях с небольшим количеством машин, но с большим разнообразием их типов, а также при отсутствии или недостаточном количестве подменного фонда деталей и сборочных единиц. В процессе ремонта подлежащие ремонту детали восстанавливают и ставят на эту же машину. Таким образом восстановление изношенных и изготовление новых деталей производится в период ремонта машины. Эта организация ремонтных работ отличается большой продолжительностью. Весь ремонт, как правило, выполняет одна универсальная комплексная бригада, где нет узкой специализации. Это сказывается на производительности и качестве работ. Вместе с тем возникает необходимость в использовании рабочих высокой квалификации, имеющих несколько специальностей. На рис. 9.1. приведена схема технологического процесса ремонта машин индивидуальным методом.
 |
Рис. 9.1. Схема технологического прцесса ремонта машин индивидуальным методом
Для машин, представленных в эксплуатации единицами (роторные экскаваторы, отвалообразователи и др.) индивидуальный метод порой являетсятот единственно возможным.
Сущность сменно-узлового метода ремонта (рис.9.2) заключается в том, что ремонтируемую машину разбирают на сборочные единицы и агрегаты, которые затем передают в специализированные бригады, которые их ремонтируют и сдают на склад ремонтной базы. Бригада на сборке, не ожидая завершения ремонта сборочных единиц и агрегатов разобранной машины, производит монтаж машины из готовых, уже заранее отремонтированных, или новых, имеющихся на складе, сборочных единиц и агрегатов. Весь процесс сводится к ремонту базовых деталей и сборке машин из сборочных единиц и
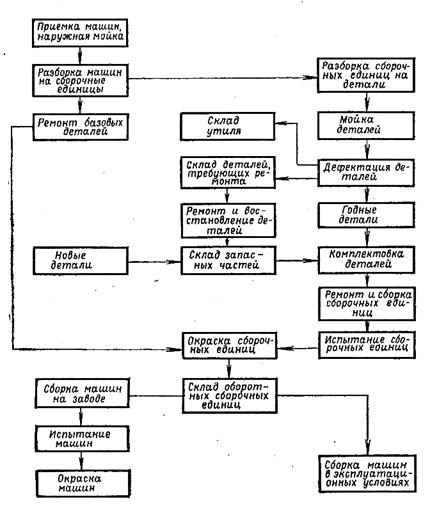 |
Рис. 9.2. Схема технологического процесса ремонта машин
сменно- узловым методом
агрегатов оборотного фонда. Разделение по времени и месту разборочно-сборочных работ, а также работ по изготовлению деталей между специализированными бригадами позволяет повысить их качество, снизить стоимость и сократить сроки ремонта. Таким образом, продолжительность ремонта машин определяется длительностью сборочно-разборочных, моечных и слесарных операций и не зависит от продолжительности восстановления и изготовления деталей.
Такой метод возможен при полной взаимозаменяемости деталей, сборочных единиц, агрегатов и наличия оборотного фонда.
Оборотный фонд надо иметь минимальный, но достаточный. Величину оборотного фода рассчитывают, исходя из обслуживаемого парка машин, периодичности замены деталей, сборочных единиц, агрегатов, а также времени, затрачиваемого на их ремонт и транспортирование. Чем меньше времени отводится на проведение ремонтов, тем тем больше новых или отремонтированных сборочных единиц и агрегатов должно быть в оборотном фонде.
Число одноимённых сборочных единиц в оборотном фонде определяется по формуле:
 ,
,
где  – время оборота сборочной единицы, дни;
– время оборота сборочной единицы, дни;  (
( – время ожидания ремонта;
– время ожидания ремонта;  – время выполнения ремонта;
– время выполнения ремонта;  – время пребывания в резерве, в том числе время транспортирование узла на ремонтное предприятие и обратно);
– время пребывания в резерве, в том числе время транспортирование узла на ремонтное предприятие и обратно);
 – число одноименных узлов, заменяемых в течении года.
– число одноименных узлов, заменяемых в течении года.
 – коэффициент запаса.
– коэффициент запаса.
При ремонте на горных предприятиях:

где  – число машин одной марки, обслуживаемых оборотным фондом.
– число машин одной марки, обслуживаемых оборотным фондом.
 – число одноименных сборочных единиц на машине.
– число одноименных сборочных единиц на машине.
 – плановое число часов работы машины в год.
– плановое число часов работы машины в год.
 – нормативная периодичность замены сборочной единицы, час.
– нормативная периодичность замены сборочной единицы, час.
При заводском ремонте машин:
q = f к × b к + f т× b т
где f к и f т - число планируемых на год соответственно капитальных и текущих ремонтов.
b к и b т - число одноименных узлов в комплекте соответственно капитального и текущего ремонта.
При сменно-узловом методе ремонта целесобразно использовать комплекты сборочных единиц. Например, для экскаваторов – ковши в сборе с днищем и коромыслом, роторы в сборе с ковшами, мотор-генераторы, стрелы в сборе с блоками и механизмами напора и др.
При ремонте драглайнов, роторных комплексов и входящих в их состав машин широко применяют рассредоточенный метод ремонта со сменно-узловой заменой изношенных частей. Сущность этого метода состоит в том, что в течение ремонтного цикла в сокращенные плановые остановки машин заменяют все основные сборчные единицы. Это позволяет сократить до минимума, а в ряде случаев и совсем исключить капитальные ремонты.,
При поточном методе ремонта весь технологический процесс расчленяют на ряд этапов, строго согласованных во времени. Объем работ на отдельных этапах подбирают так, чтоба выдерживать заданный темп выпуска машин из ремонта. Поточный метод обеспечивает высокую производительность иритмичность работыремонтного предприятия, широкую специализацию оборудования и производственных рабочих, механизацих и автоматизацию ремонта машин. Ремонт машин при этом методе выполняют специализированные бригады. Благодаря этому продолжительность ростоя машин в ремонте и его стоимость сокращаются. Поточный метод целесообразно применять на ремонтных предприятиях, где ежегодно ремонтируют большое число однотипных машин.
Не нашли, что искали? Воспользуйтесь поиском: