ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Классификация техпроцессов.
Основы технологии
Производственный процесс. Основные понятия и определения. Типы производств.
Конструирование и технология – определяют потребительские свойства РЭС. Высококачественные, надежные РЭС должны выпускаться с производственными и временными затратами. РЭС должна быть удобной в эксплуатации и конкурентоспособной. В основном все это определяется проектированием и технологией, причем требования технологии должны учитываться уже на стадии проектирования.
Технологическая документация начинает разрабатываться на стадии технического проекта и даже на стадии эскизного проектирования как предварительный проект.
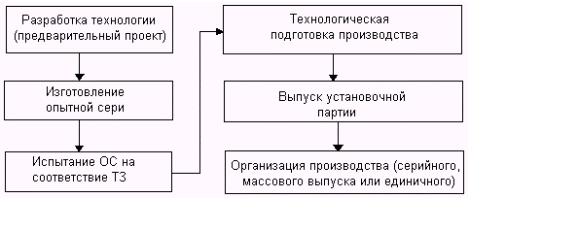
Рис. 1.2.
Изделие РЭС – продукт конечной стадии производства. Применительно к РЭС под изделием можно понимать также ее элементы и детали.
Деталь – изделие, изготовленное из однородного по наименованию и марке материала (без применения сборочных операций) ось, рама.
Сборочная единица – изделие, составные части которого подлежат соединению на предприятие–изготовителе с помощью сборочных операций (спайка, сварка, склейка) ТЭЗ, разъем, блок.
Комплекс – два или более изделий предназначенных для выполнения взаимосвязанных эксплуатационных функций (без применения сборочных операций).
Комплект – два или более самостоятельных изделий (без сборки), имеющих общее эксплуатационное назначение вспомогательного характера (комплект запчастей, измерительная аппаратура).
Узел – изделие из двух или более деталей с разъемным или неразъемным соединением.
Производственный процесс – совокупность действий рабочих и орудий производства, в результате которых исходные материалы, полуфабрикаты и компоненты превращаются в готовую продукцию, соответствующую своему назначению.
Производственный процесс делится на основной и вспомогательный.
Основной производственный – это процесс по производству продукции, предусмотренной заказчиком.
Вспомогательный производственный процесс – это производство средств, необходимых для обеспечения функционирования основного производственного процесса.
К вспомогательным производственным процессам относят процессы складирования, транспортировки, ремонта, энергоснабжения, водоснабжения и др.
Технологический процесс (техпроцесс, технология) – часть производственного процесса, непосредственно связанная с последовательным изменением состояния предмета труда с превращением его в готовую продукцию, т.е. это совокупность методов обработки.
Технология (от греческого techne – искусство, мастерство, умение и logos – понятие, учение) – это научная дисциплина, изучающая физические, химические, механические и другие закономерности, действующие в технологических процессах.
Технологическая операция – законченная часть ТП, выполняемая на одном рабочем месте над одной или несколькими совместно обрабатываемыми или собираемыми деталями.
Установка – часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки (заготовок) или собираемой сборочной единицы.
Технологический переход (переход) – законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
Вспомогательный переход – законченная часть технологической операции, которая не сопровождается изменением формы или состояния заготовки, но необходима для выполнения технологического перехода (пример: установка заготовки, ее крепление).
Проход – часть перехода, заключающийся в снятии одного слоя материала с обрабатываемой поверхности.
Рабочий ход – законченная часть перехода состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости или свойств заготовки.
Вспомогательный ход – законченная часть перехода, состоящая из однократного перемещения относительно заготовки без изменения формы, размеров, шероховатости или свойств заготовки.
Холостой ход – то же, что и вспомогательный ход, но для станков автоматов.
Позиция – каждое новое положение заготовки относительно инструментов при неизменном ее закрепление в приспособлении (например, поворотное многопозиционное приспособление).
Прием – совокупность отдельных движений в процессе выполнения работы или подготовки к ней (пуск станка, выключение).
Рабочее место – часть производственной площади оснащенная технологическим и вспомогательным оборудованием и средствами, закрепленная за рабочим для выполнения операции.
Такт выпуска – интервал времени, через который производится выпуск одного изделия (1 РЭС 30 мин).
Ритм выпуска (производительность) – обратная величина такта -- количество РЭС в единицу времени.
№2 Техпроцесс основные термины и определение.
+
Классификация техпроцессов.
Технологи́ческий проце́сс (сокращенно ТП) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
"Технологический процесс" — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов. Элементарным технологическим процессом или технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами. То есть это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии. Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к базе данных и т. д.
Технологические процессы состоят из "технологических (рабочих) операций", которые, в свою очередь, складываются из "технологических переходов".
"Технологическим переходом" называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
"Вспомогательным переходом" называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых "средствами технологического оснащения".
"Установка" — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или сборочной единицы.
В зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие "виды техпроцессов":
· Единичный технологический процесс (ЕТП) — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
· Типовой технологический процесс (ТТП) — технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками.
· Групповой технологический процесс (ГТП) — технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.[1]
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
· Маршрутная карта — описание маршрутов движения по цеху изготовляемой детали.
· Операционная карта — перечень переходов, установок и применяемых инструментов.
· Технологическая карта — документ, в котором описан: процесс обработки деталей, материалов, конструкторская документация, технологическая оснастка.
Технологические процессы делят на "типовые" и "перспективные".
· Типовой "техпроцесс" имеет единство содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструкторскими принципами.
· "Перспективный техпроцесс" предполагает опережение (или соответствие) прогрессивному мировому уровню развития технологии производства.
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов".
· "Маршрутный технологический процесс" оформляется маршрутной картой, где устанавливается перечень и последовательность технологических операций, тип оборудования, на котором эти операции будут выполняться; применяемая оснастка; укрупненная норма времени без указания переходов и режимов обработки.
· "Операционный технологический процесс" детализирует технологию обработки и сборки до переходов и режимов обработки. Здесь оформляются операционные карты технологических процессов.
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
· "Начальный или первичный". Сбор исходных данных, их регистрация (прием первичных документов, проверка полноты и качества их заполнения и т. д.) По способам осуществления сбора и регистрации данных различают следующие виды ТП:
механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.); автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
· "Подготовительный". Прием, контроль, регистрация входной информации и перенос её на машинный носитель. Различают визуальный и программный контроль, позволяющий отслеживать информацию на полноту ввода, нарушение структуры исходных данных, ошибки кодирования. При обнаружении ошибки производится исправление вводимых данных, корректировка и их повторный ввод.
· "Основной". Непосредственно обработка информации. Предварительно могут быть выполнены служебные операции, например, сортировка данных.
· "Заключительный". Контроль, выпуск и передача результатной информации, её размножение и хранение.
№ 4. Технологическая подготовка производства.
ТПП – это совокупность современных методов организации, управления и решения технологических задач на основе комплексной стандартизации, унификации, автоматизации, экономико-математического моделирования и средств технологического оснащения, обеспечивающих технологическую готовность предприятия – изготовителя к выпуску нового изделия (или совершенствование ранее освоенных).
ТПП включает в себя большой комплекс взаимосвязанных работ, состав и последовательность выполнения которых зависит от конструкции РЭС и типа производства.
1) Обеспечение технологичности конструкции изделия,
2) Проектирование ТП,
3) Проектирование и изготовление оснастки,
4) Организация и управление ТП.
5) Конструкторско-технологический анализ изделий,
6) Организационно-технологический анализ производства,
7) Расчет производственных мощностей,
8) Составление производственно-технологических нормативов,
9) Отладка техпроцессов, оборудования, оснастки.
Виды техпроцессов.
По степени разработки и объему выпуска ТП делят на:
I. Маршрутный ТП, который определяет маршрут (порядок) следования операций их вид, наименование, оборудование и оснастку для каждого вида операций, трудоемкость выполнения операций и необходимую квалификацию работников, не указывают переходы и режимы обработки - это поручают рабочим высокой квалификации.
Этот вид ТП характерен для единичного и мелкосерийного производства, когда все параметры разработки заносят в маршрутные карты.
Этот тип часто называют “маршрутной технологией”. Используют оборудование с ручным управлением. Все делает рабочий.
II. Операционный (операционная технология) характерна для среднего, крупносерийного и массового производства. При этом типе каждая операция разрабатывается подробно технологом. Определяется оборудование и оснастка, технологические режимы.
Операции дробятся на технологические переходы. Содержание операции полностью определяется технологом. Используется принцип дифференциации и концентраций технологических переходов при выполнении операций. Вычерчиваются эскиз операции с установочными базами и настроечными размерами. Рассчитывается операционное время и устанавливается норма штучного времени. При использовании станков с ЧПУ операционную технологию разрабатывают и в мелкосерийном производстве.
Дифференциация – расчленение операций на несколько простых. Используется преимущественно в крупносерийном и массовом производстве. Достоинства – возможность использования упрощенной конструкции оборудования. Недостаток – трудность переналадки оборудования при переходе к изготовлению нового изделия.
Концентрация – укрупнение, соединение нескольких простых операций в одну сложную. Используют в единичном и мелкосерийном производстве, на базе роботизированного универсального оборудования с числовым программном управлением, а в условиях массового производства, на базе полностью автоматизированного специального оборудования.
III. Маршрутно-операционная технология. В этом случае операционная технология используется только на наиболее сложные операции, а в остальных, в операциях не указываются переходы и режимы обработки. Для изготовления одного и того же изделия можно использовать разные ТП в независимости от типа производства.
IV. В независимости от типа производства техпроцесс называется единичным, если относится к изготовлению одного изделия (возможен и в массовом производстве).
V. Типовым называется ТП изготовления конструктивно подобных изделий (платы, корпуса), характеризуется единством содержания, последовательностью большинства технологических операций и переходов. Использование типовых ТП позволяет обобщать опыт передовых предприятий, повышать качество ТПП, уменьшать трудоемкость и стоимость разработки единичных и групповых ТП.
VI. Групповой ТП применяют для производства технологически подобных изделий при многономенклатурном мелко серийном производстве. Различают два подвида:
a. Дифференциально-групповые. Применяют специализированные рабочие места для последовательной обработки изделий партиями одного типоразмера и наименования. Группа формируется по общему технологическому признаку (формируемым параметрам, используемым методом, режимом и общей оснасткой). Уменьшает стоимость и трудоемкость.
b. Интегрально-групповые. Применяют как интегральный результат обработки отдельных участков поверхности или объема исходной заготовки для придания заданных свойств, в соответствии с электрической схемой. Есть общая заготовка для большого числа одинаковых изделий проходящих операции одновременной обработки в нераздельном состоянии вплоть до помещения в корпус.
VII. Рабочий ТП выполняется по рабочей технологической и конструкторской документации.
VIII. Перспективный для модернизации старых ТП или внедрения новых производств.
Данные разработки заносятся в операционные карты.
Не нашли, что искали? Воспользуйтесь поиском: