ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Характеристики детали.
Точность изготовления детали взаимосвязана с шероховатостью поверхности, чем выше точность, тем выше класс чистоты поверхности. В справочной литературе приводятся зависимости чистоты поверхности от методов её обработки. Конструктор, проектируя деталь, должен четко представлять себе условия её работы, правильно выбрать марку материала, точность изготовления и чистоту поверхности. Несоблюдение этих требований приводит к преждевременному выходу детали из строя. Основными причинами преждевременного выхода детали из строя являются: износ, коррозионная стойкость, прочность.
Износ – удаление материала с поверхности детали в процессе сборки или работы в подвижном соединении. Вследствие износа изменяются посадки и условия нормальной работы детали. На величину износа влияют как шероховатость поверхности, так и физико-механические свойства поверхностного слоя.
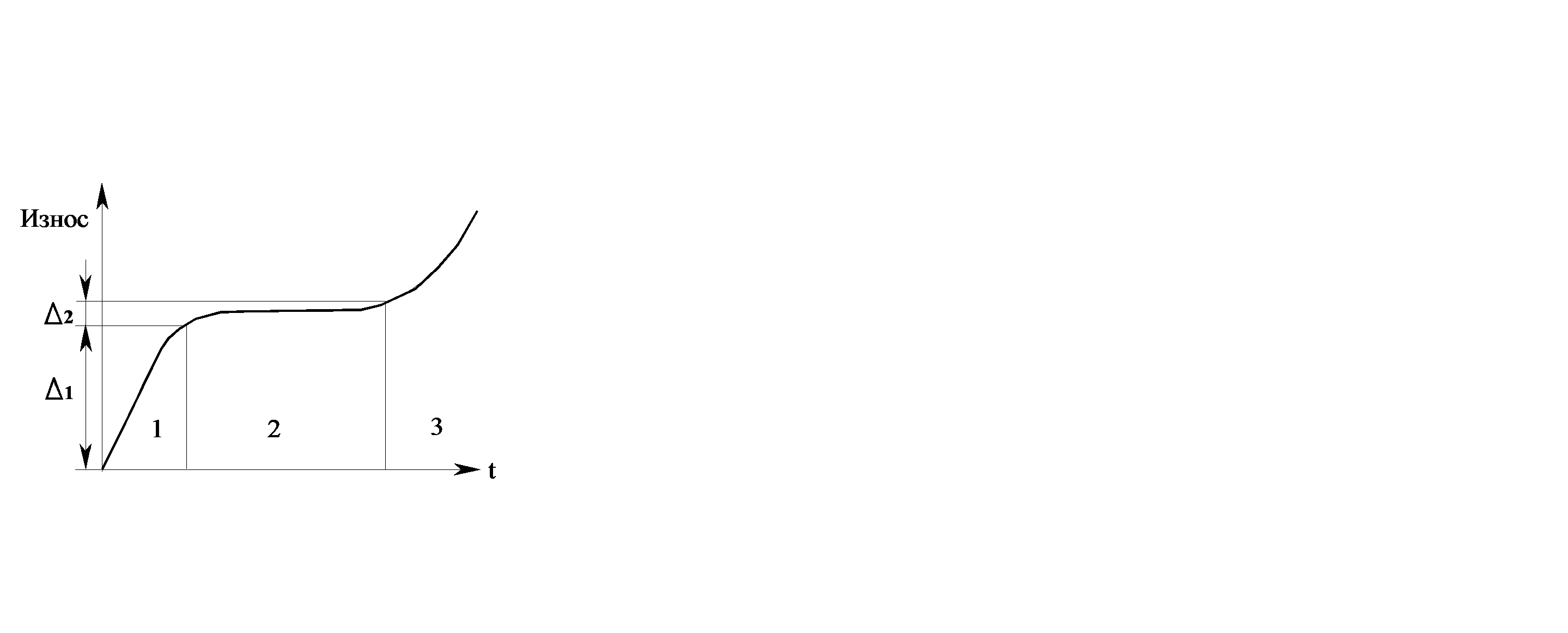
Рис.2.10
На рис.2.10 приведен график износа детали, в котором можно выделить
3-и зоны.
1 – я зона, зона приработки, где величина износа  максимальна в течение относительно небольшого промежутка времени. Усиленный износ объясняется взаимодействием гребешков шероховатостей сопрягаемых деталей, вследствие чего происходит их пластическая деформация, истирание или скол выступов, в зависимости от величины шероховатостей и физико-механических свойств материала. Контакт деталей происходит в нескольких точках, по максимальным выступам шероховатости поверхности. В точках контактирования будут возникать максимальные удельные напряжения от действия рабочих нагрузок. В результате в конце этапа приработки в поверхностном слое происходит нагортовка, т.е. упрочнение поверхностного слоя, увеличивается чистота поверхности, снижается трение и как следствие уменьшается износ. Естественно, что не все материалы склонны к упрочнению на этапе приработки. Площадь контактирования и чистота поверхности приближаются к оптимальным значениям для данных условий работы детали в изделии. Этап 2 – зона нормального износа, величина износа
максимальна в течение относительно небольшого промежутка времени. Усиленный износ объясняется взаимодействием гребешков шероховатостей сопрягаемых деталей, вследствие чего происходит их пластическая деформация, истирание или скол выступов, в зависимости от величины шероховатостей и физико-механических свойств материала. Контакт деталей происходит в нескольких точках, по максимальным выступам шероховатости поверхности. В точках контактирования будут возникать максимальные удельные напряжения от действия рабочих нагрузок. В результате в конце этапа приработки в поверхностном слое происходит нагортовка, т.е. упрочнение поверхностного слоя, увеличивается чистота поверхности, снижается трение и как следствие уменьшается износ. Естественно, что не все материалы склонны к упрочнению на этапе приработки. Площадь контактирования и чистота поверхности приближаются к оптимальным значениям для данных условий работы детали в изделии. Этап 2 – зона нормального износа, величина износа  2 значительно меньше, чем на первом этапе, а время работы существенно больше. В конце этапа нормального износа происходит увеличение зазоров в подвижных соединениях, чистота поверхности увеличивается, вследствие чего смазка выдавливается и возникает сухое трение. Вследствие повышения температуры, возможно возникновение явления схватывания, прижогов. При этом с поверхности детали вырываются мелкие частички разогретого металла, которые, попадая в зазор и охлаждаясь, приобретают повышенную твёрдость. Форма поверхности изменяется, упрочнённый слой, в конце второго этапа, уменьшается или полностью стирается. Изменяются физико-механические свойства поверхностного слоя. В результате увеличения зазоров увеличивается амплитуда колебаний сопрягаемых деталей, что приводит к деформации трущихся поверхностей. В результате воздействия перечисленных факторов износ резко возрастает, на поверхности появляются борозды и углубления, наступает 3 этап – этап абразивного износа. Дальнейшая эксплуатация деталей или изделия исключается.
2 значительно меньше, чем на первом этапе, а время работы существенно больше. В конце этапа нормального износа происходит увеличение зазоров в подвижных соединениях, чистота поверхности увеличивается, вследствие чего смазка выдавливается и возникает сухое трение. Вследствие повышения температуры, возможно возникновение явления схватывания, прижогов. При этом с поверхности детали вырываются мелкие частички разогретого металла, которые, попадая в зазор и охлаждаясь, приобретают повышенную твёрдость. Форма поверхности изменяется, упрочнённый слой, в конце второго этапа, уменьшается или полностью стирается. Изменяются физико-механические свойства поверхностного слоя. В результате увеличения зазоров увеличивается амплитуда колебаний сопрягаемых деталей, что приводит к деформации трущихся поверхностей. В результате воздействия перечисленных факторов износ резко возрастает, на поверхности появляются борозды и углубления, наступает 3 этап – этап абразивного износа. Дальнейшая эксплуатация деталей или изделия исключается.
Для увеличения этапа нормального износа могут быть применены различные методы и в частности:
- наличие в сопряжении хотя бы одной детали с высокой твёрдостью поверхности (HRC 33…36);
- применение в сочленении различных марок материалов;
- применение материалов подвергающихся химико-термической обработке;
- выбор необходимой шероховатости поверхности, удерживающей смазку;
- применение специальных покрытий снижающих коэффициент трения.
 Коррозионная стойкость – способность материала сопротивляться появлению коррозии и окислению вследствие воздействия окружающей среды.
Коррозионная стойкость – способность материала сопротивляться появлению коррозии и окислению вследствие воздействия окружающей среды.
Сопротивление коррозии в значительной степени зависит от шероховатости поверхности, т.е. от микрогеометрии. Агрессивные вещества, скапливаясь в углублениях шероховатостей поверхности, проникая в межкристаллическую решётку, ослабляют или разрушают межмолекулярные связи в поверхностном слое детали. Чем больше время воздействия неблагоприятных факторов, тем глубже проникает коррозия в поверхностный слой. В результате коррозии изменяются размеры детали, охватывающие размеры уменьшаются, а охватываемые увеличиваются.
Коррозия может рассматриваться как одна из форм износа. Для уменьшения коррозии используются следующие методы:
- увеличение чистоты поверхности;
- применение защитных покрытий;
- применение коррозионно стойких материалов.
Влияние шероховатости на прочность детали. Наличие на поверхности детали рисок, царапин и других дефектов в значительной степени оказывает влияние на их прочность и работоспособность, особенно деталей выполненных из высокопрочных марок материала, работающих при знакопеременных нагрузках.
Любая царапина или риска на поверхности детали является концентратором напряжений и снижает усталостную прочность. Материалы имеющие хорошую пластичность, как правило, не чувствительны к концентраторам напряжений. Однако для изготовления деталей, работающих под воздействием больших знакопеременных нагрузок, такие материалы не применяют.
Основным способом увеличения периода усталостной прочности является увеличение чистоты поверхности. Одним из технологических процессов позволяющим увеличить чистоту поверхностей деталей сложной конфигурации является электрополирование.
Не нашли, что искали? Воспользуйтесь поиском: