ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
МЕХАНИЗМЫ ОРИЕНТАЦИИ ЗАГОТОВОК
Устройство для контроля параллельности колпачков 1, транспортируемых по горизонтальной трубе рис. 1.6.
Устройство для контроля правильности положения заготовок 2 рис. 1.7. имеющих форму колпачка и транспортируемых по трубе 1. На рис. 1.7, а показано положение колпачков, идущих донышком вниз; на рис. 13.7, б - вверх.
 Рис. 1.6. Устройство для контроля параллельности колпачков
Рис. 1.6. Устройство для контроля параллельности колпачков
| 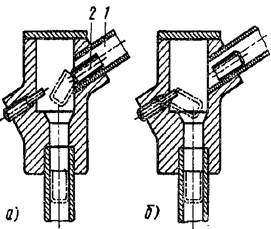 Рис. 1.7. Устройство для контроля правильности положения заготовок
Рис. 1.7. Устройство для контроля правильности положения заготовок
|
Механизм подачи и перевертывания колпачков перед штамповкой рис. 1.8. За каждый ход рабочего ползуна пресса из трубы 8 бункера (рис. 1.8, а) колпачки подаются донышками вниз и западают в радиальные пазы диска 1, поворачиваются на 1/6 оборота посредством тяги 3, рычага 2, собачки 6 и шестизубого храпового колеса 5. Храповое колесо свободно сидит на валу и передает вращение диску 1 через фрикцион (на рисунке не показан).
В револьверный диск 4 колпачки попадают донышком вверх. Щиток 7 защищает колпачки от выпадения.

| 
|
| Рис. 1.8 Механизм подачи и перевертывания колпачков перед штамповкой. |
Устройство для загрузки и ориентации колпачков показано на рис. 1.8, б.Колпачки из бункера через трубу 4 поступают в 12-позиционный кольцевой питатель 5, совершающий посредством храпового механизма 1,6,7,8 прерывистое вращение, и здесь удерживаются от падения под действием силы тяжести плоской пружиной, поджимающей колпачки к боковой стенке гнезда (на рисунке не показана).
Колпачки ориентированные, как положено, донышком вверх, сталкиваются плунжером 3 в отверстие неподвижного цилиндра 2, вмещающего шесть заготовок, и далее в гнездо револьверного диска 9. Если колпачки ориентированы донышком вниз, то плунжер 3 не касается донышка колпачка и последний вместе с кольцом 5, сделав пол-оборота, попадает при проталкивании потока колпачков в диск 9 донышком вверх. Кольцо 5 питателя и храповое колесо 8 связаны фрикционной муфтой.
Механизм ориентации деталей рис. 1.9.. В корпусе 3 помещен неподвижный диск 11с кольцевой канавкой 2 и эпизодически поворачивающийся от храпового колеса 8 диск 4. В диске 11 имеется упор 6 и подпружиненный пружиной штифт 9, отстоящий от упора 6 на один угловой ход диска. Если деталь поступает из бункера правильно (тонким концом вперед), то вначале она коснется упора 6, затем тонким концом опустится в кольцевой паз 2 и в следующей позиции при повороте диска 4 на 600, не касаясь штифта 9, проскочит через диаметральный паз 7 в трубу 1, подведенную к станку. Если деталь пошла в паз диска 4 неправильно, то она удерживается подпружиненным штифтом 9 и не попадает в диаметральный паз 7 сверху. После поворота диска 4 на 1800 деталь свободно проходит в трубу.
 Рис. 1.9. Механизм ориентации деталей.
Рис. 1.9. Механизм ориентации деталей.
|  Рис. 1.10. Механизм загрузки и ориентации плоских деталей крючкообразной формы.
Рис. 1.10. Механизм загрузки и ориентации плоских деталей крючкообразной формы.
|
Механизм загрузки и ориентации плоских деталей крючкообразной формы рис. 1.10.. Если деталь 2 попадет из бункера в наклонно расположенный вращающийся диск 3 неправильно (крючком в сторону большого диаметра), то выступ 1 крышки 4 предотвратит попадание детали сверху в диаметральный паз выступающей цилиндрической части крышки и далее в лоток. После поворота диска 3 на 1800 от контрольной позиции задержанная деталь свободно проходит в лоток.
 Рис. 1.11.Механизм загрузки и ориентации деталей типа крышек или колпачков.
Рис. 1.11.Механизм загрузки и ориентации деталей типа крышек или колпачков.
| Механизм загрузки и ориентации деталей типа крышек или колпачков рис. 1.11. Детали 2 поступают из бункера в пазы вращающегося составного диска, оснащенные выступами 1. Если деталь попала в паз донышком вправо (как это требуется), то сразу же по диаметральному пазу 4 попадет к машине, если же донышком влево, то деталь 2 вместе с диском 3 провернется относительно контрольной позиции на 1800 и, в нижней позиции попадет в лоток ориентированная донышком вправо. | ||
 Рис. 1.12.Механизм ориентации посредством магнита
Рис. 1.12.Механизм ориентации посредством магнита
| Механизм ориентации посредством магнитарис. 1.12. В корпус механизма встроен магнит 1. Неправильно ориентированная деталь 2 (острием вниз) удерживается магнитом и поэтому может попасть в лоток машины только в нижнем положении вращающегося диска 3. Правильно ориентированная деталь (острием вверх) не удерживается магнитом и проскакивает сверху по диаметральному пазу 4. Вращающийся диск 3 и деталь с пазом 4 изготовлены из немагнитного материала. | ||
| Механизм загрузки и ориентации заготовок штамповочного прессарис. 1.13. Ползун 15, соединенный головкой 14 с шатуном, совершает поступательное движение и может останавливаться в фиксированной точке. На ползуне укреплен стакан 10 с текстолитовой втулкой 11, внутри которой переме-щается подпружиненный плунжер 9 и стакан 6 со скалкой 4, снабженной выемкой, в которую входит защелка 3, последняя относительно ползуна 15 может поворачиваться, При ходе ползуна вправо неподвижный упор 7 останавливает скалку 4 и при соприкосновении торца стакана 6 с утолщенной частью скалки 4 ползун остановится. Если теперь заготовка 8 |  Рис. 1.13. Механизм загрузки и ориентации заготовок штамповочного пресса
Рис. 1.13. Механизм загрузки и ориентации заготовок штамповочного пресса
|
попадает из лотка в пространство между скалкой 4 и стаканом 10вогнутой стороной влево, то при движении ползуна влево подпружиненные штифты 5 прижмут ее к плунжеру 9, вследствие чего замыкают цепь электромагнита 1, и уступ А его якоря 2 отойдет с пути защелки 3.
Далее, перемещаясь с ползуном 15, защелка 3 встретится с упором В иповорачиваясь относительно оси, отожмет скалку 4 влево, при этом заготовка падает в канал 12 и далее в лоток 16, как это требуется, вогнутой стороной вверх. Как только заготовка проскочит, электромагнит обесточится, и при возращении ползуна в исходное положение защелка 3 отпустит якорь 2.
Если заготовка вышла из лотка вогнутой стороной вправо, то плунжер 9 коснется заготовки, цепь электромагнита не замкнется, и защелка 3, встречаясь с упором А, освободит ее над каналом 13, откуда заготовка падает на лоток 16 вогнутой стороной вверх. Таким образом, все заготовки будут ориентированы вогнутой стороной вверх.
Механизм параллельного переноса и ориентации заготовок рис. 1.14. Головка 7 механизма переноса, несущая в подпружиненных захватах 1 и 3 заготовку с помощью шатуна 16, поворачивается и переносит ее от оси шпинделя 2 на ось шпинделя 5. Изменение ориентации заготовки во время движения головки осуществляется посредством неподвижного конического зубчатого сегмента находящегося в зацеплении с зубчатым колесом 10,и установленных неподвижно на ступице колеса 10U-образной формы фланца 11, а на валу 9 рычага 13; последние соединены между собой пружинами 14. Регулируемые ограничители 15 и 12 останавливают головку 7 и вал 9, а, следовательно, и заготовку 4 в требуемом положении.
После обточки фаски на заготовке в шпинделе 2 толкатель 6 выталкивает ее в захваты 1 и 3, и головка 7 начинает поворот, за время которого вал 9 повернется на 1800. В конце поворота головки другой толкатель заталкивает заготовку в захваты шпинделя 5, где производится обработка заготовки с другой стороны.
Механизм обслуживает станок для обработки штампованных колпачков.

Рис. 1.14. Механизм параллельного переноса и ориентации заготовок
 Рис. 1.15. Механизм ориентации заготовок, имеющих форму скоб и роликов.
Рис. 1.15. Механизм ориентации заготовок, имеющих форму скоб и роликов.
| Механизм ориентации заготовок, имеющих форму скоб и роликов(рис. 1.15.) Принудительная ориентация заготовок в виде скоб осущест-вляется в вертикально рас-положенном лотке (рис. 1.15 а).Два толкателя 1 и 2 перемещаются поочередно в горизонтальном направлении. При неправильном положении заготовки 3(штрихо-вые линии) толкатель 1 встречает на своем пути стенку скобы и поворачивает ее в положение, соответствующее заданному. |
На рис.1.15, б показан механизм ориентации и сортировки заготовок имеющих форму конических роликов. Заготовка 1 поступает между двумя вращающимися в разных направлениях валиками 3 и 2. Валики в части, расположенной над лотком, имеют выточки, между которыми ролик проваливается и попадает в лоток, занимая при этом положение с расположением вершины конуса вниз.
 Рис. 1.16. Механизм ориентации конических заготовок
Рис. 1.16. Механизм ориентации конических заготовок
| Механизм ориентации конических заготовок (рис. 1.16). На площадке 3 механизма имеется паз с порогом 4; ширина паза соответствует меньшему диаметру заготовки 1. Поступившая из бункера заготовка с расположением вершины конуса вниз попадает в паз и сбрасывается толкателем 2 в трубку 5 с поворотом на 1800. Заготовка, поступившая на площадку 3 с расположением вершины конуса вверх, в паз не попадает и сбрасывается толкателем в том же положении. |
ОТСЕКАТЕЛИ
 .
Рис. 1.17. Отсекатель с возвратно-поступательным движением .
Рис. 1.17. Отсекатель с возвратно-поступательным движением
| Отсекатель с возвратно-поступательным движениемрис. 1.17. Питатель, совершая возвратно-поступательное движение в направляющей 2, подает за один двойной ход одну заготовку 1 в канал. |
| Отсекатель с колебательным движением питателярис. 1.18. В крайнем правом положении питателя 3 заготовка 1 падает из магазина 2 в приемную часть и удерживается рычагом 4 под действием пружины. В левом крайнем положении питателя заготовка выталкивается и подается к месту обработки. | 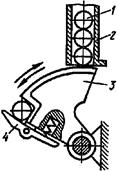 Рис. 1.18.Отсекатель с колебательным движением питателя
Рис. 1.18.Отсекатель с колебательным движением питателя
|
Отсекатель с двумя вращающимися звездочками рис. 1.19. Диски 1 и 2 поочередно подают разные заготовки 3 и 4 в один канал из двух магазинов.
 Рис. 1.19. Отсекатель с двумя вращающимися звездочками.
Рис. 1.19. Отсекатель с двумя вращающимися звездочками.
|  Рис. 1.20. Отсекатель с возвратно-поступательным движением.
Рис. 1.20. Отсекатель с возвратно-поступательным движением.
|
Отсекатель с возвратно-поступательным движением рис. 1.20. Лоток 2 с заготовками 1 расположен под углом к горизонту. Отсекатель 3 за один двойной ход освобождает одну заготовку, которая под действием силы тяжести перекатывается к месту обработки.
Не нашли, что искали? Воспользуйтесь поиском: