ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Пример проектирования поковки, полученной на ГКМ
Исходные данные
Деталь – полуось (см. рис. 47); штамповочное оборудование – ГКМ; материал детали – сталь 45Г (по ГОСТ 4543): 0,12 - 0,50% С; 0,70 – 1,0% Mn; 0,17 – 0,37% Si; масса детали – 16,5 кг.
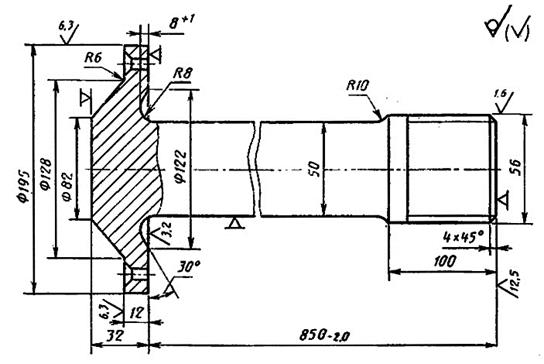
Рис. 47
Расчет
1. Согласно табл. 3 приложения 2 находим коэффициент для определения расчетной массы поковки: Кр = 1,4. Расчетная масса поковки:  кг.
кг.
2. Класс точности – Т4 (по табл. 2 приложения 2).
3. Средняя массовая доля углерода в стали 45Г составляет 0,46%, суммарная массовая доля легирующих элементов – 1,12% (0,27% Si + 0,85% Mn). На основании этого группа стали – М2 (по табл. 1 приложения 2).
4. Степень сложности – С4 (по п. 2.4.4. приложения 2).
5. Исходный индекс (по табл. 4 приложения 2) – 16
6. Припуски и напуски:
6.1. Основные припуски на размеры (см. табл. 5 приложения 2), мм:
диаметр 195 мм и чистота поверхности 6,3 – 3,0;
диаметр 56 мм и чистота поверхности 1,6 – 2,5;
толщина 12 мм и чистота поверхности 6,3 – 2,3;
толщина 12 мм и чистота поверхности 3,2 – 2,5;
толщина 32 мм и чистота поверхности 3,2 – 2,5;
толщина 100 мм и чистота поверхности 12,5 – 2,4;
6.2. Дополнительные припуски, учитывающие:
- смещение поковки по поверхности разъема штампа (табл. 6 приложения 2) – 0,3 мм;
- изогнутость, отклонение от плоскостности и прямолинейности (см. табл. 7 приложения 2) – 0,3 мм:
диаметр 195 – 0,5:
диаметр 56 – 0,3.
7. Размеры поковки и ее допускаемые отклонения (рис. 48).
7.1. Размеры поковки, мм:
диаметр 195 + (3,0 + 0,3 + 0,5) × 2 = 202,6 принимается 202,5;
диаметр 56 + (2,5 + 0,3 + 0,3) × 2 = 62,2 принимается 62;
толщина 32 +2,5 + 0,3 + 0,5 = 35,3 принимается 35,5;
толщина 100 + 2,4 + 0,3 = 102,7 принимается 103;
длина 850 + (2,4 + 0,3) – (2,5 + 0,3 + 0,5) = 849,4 принимается 849,5
7.2. Радиусы закругления наружных углов, мм (см. табл. 9 приложения 2):
фланца – 3,0;
шлицевого конца – 4,0.
7.3. Допускаемые отклонения размеров (по табл. 10 приложения 2), мм:
диаметр  ,
диаметр ,
диаметр  ,
толщина ,
толщина  , ,
| толщина  ,
толщина ,
толщина  ,
диаметр ,
диаметр  . .
|
7.4. Неуказанные предельные отклонения размеров – по п. 5.5. приложения 2.
7.5. Допускаемая высота торцевого заусенца (см. табл. 13 приложения 2), мм:
фланца – 9; шлицевого конца – 7.
7.6. Допускаемое отклонение от изогнутости, от плоскостности и от прямолинейности (табл. 14 приложения 2), мм:
фланца – 1,0; шлицевого конца – 0,6; всей поковки – 2,0.
7.7. Допускаемая величина смещения по поверхности разъема штампа 0,8 мм – по табл. 11 приложения 2.
Пример нанесения размеров на чертеже поковки на ГКМ (ГОСТ 7505-89)

Рис. 48
Не нашли, что искали? Воспользуйтесь поиском: