ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
КЛАССИФИКАЦИЯ ПОКОВОК НА ГКМ
В зависимости от конфигурации поковок выделяют основные группы (табл. 13):
Таблица 13
Классификация поковок, штампуемых на ГКМ
| Группа | Примеры поковок | ||
| I | 
| 
| 
|
| II | 
| 
| 
|
| III | 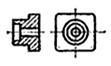
| 
| 
|
| IV | 
| 
| 
|
| V | 
| 
| 
|
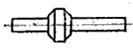
I группа – поковки типа стержня с утолщением. Размеры поперечного сечения исходной заготовки сохраняются в стержневой части поковки неизменными. Формообразование осуществляется высадкой. При наличии двух концевых утолщений штамповка производится с поворотом заготовки на 180° от переднего и заднего упоров.
II группа – поковки типа колец и втулок. Размеры поперечного сечения по сравнению с исходной заготовкой изменяются на всех участках заготовки. Формоизменение поковки осуществляется высадкой и прошивкой, а заканчивается операцией пробивки.
Поковки типа колец характеризуются отношением высоты к диаметру H/D£0,7. При штамповке характерно совмещение операций высадки и прошивки.
Поковки типа втулок имеют отношение высоты к наружному H/D>0,7.
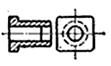
III группа – поковки с полостями (глухими отверстиями). По конфигурации наружных и внутренних поверхностей поковки этой группы аналогичны поковкам II группы, а в технологическом отношении отличаются отсутствием операции пробивки.
IV группа – полые поковки, штампуемые из труб. Размеры поперечных сечений изменяются преимущественно на концевых участках. Формоизменение осуществляется высадкой и раздачей (или высадкой с раздачей), а также обжимом.
V группа – поковки смешанной группы, при изготовлении которых необходимы сочетания операций, указанных для поковок первых трех групп, а также дополнительных операций, не характерных для ГКМ – выдавливания, сплющивания, гибки и т.д.
Не нашли, что искали? Воспользуйтесь поиском: