ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
При разработке ТП необходимо учитывать следующие основные моменты.
1. В первом ручье должна быть зафиксирована с помощью упора и высажена определенная часть прутка, необходимая для штамповки или ее части.
2. В каждом предыдущем переходе, начиная с первого, в заготовке должна быть создана специальная опорная поверхность, в которой ее центрируют или устанавливают в следующем переходе.
3. Диаметр прутка надо выбирать возможно большим, т.к. при малом диаметре может потребоваться дополнительный наборный переход для предупреждения изгиба высаживаемой части.
4. Штамповка поковок в пуансоне предпочтительнее, т.к. при этом достигается большая их точность, а также прочность и упрощение конструкции инструментом и т.д.
Изготовление поковок высадкой. Начальную высадку можно производить в матрице или пуансоне. Различают высадку без изгиба (свободную) или с ограниченным изгибом (на ограниченный диаметр).
За один ход ползуна машины при свободной высадке (рис. 45) можно высадить круглую заготовку (пруток) на любой диаметр, если длина высаживаемой части заготовки  . В противном случае заготовка изгибается и на ней образуется зажим (рис. 46).
. В противном случае заготовка изгибается и на ней образуется зажим (рис. 46).
При несвободной высадке высаживают в наборном переходе, перед окончательной высадкой – в формовочном переходе.
Ограничение свободной высадки плоским пуансоном

Рис. 45
Образование зажима при отношении lb/d > 2,5
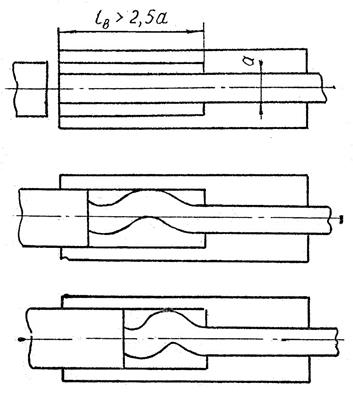
Рис. 46
Наибольшее распространение получила высадка в коническом наборном ручье пуансона. Здесь высадка зависит от отношений  , которые подразделяют на
, которые подразделяют на  и
и  (рис. 47).
(рис. 47).
Высадка в коническом пуансоне при lв< 11 d
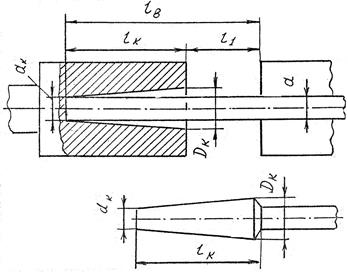
Рис. 47
Если длина высаженной части оказывается слишком большой, по сравнению с ее средним диаметром (lк>2,5dср) и последующая свободная снова невозможна, необходим дополнительный наборный переход.
Не нашли, что искали? Воспользуйтесь поиском: