ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
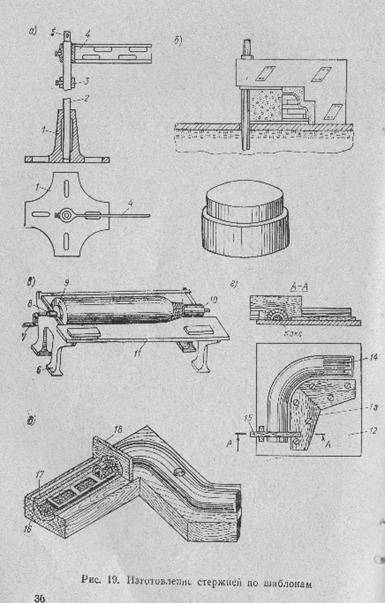
Изготовление стержней по шаблонам.
Стержни, имеющие форму тел вращения, например, стержни для отливок крупных втулок, барабанов, цилиндров и т. д., могут изготовляться по шаблонам. Этот способ изготовления стержней применяется при единичном производстве отливок. Недостатками способа являются большая трудоемкость, необходимость более высоком квалификации стержежщиков.
При изготовлении стержней по шаблону воздействие на материал аналогично в некоторой степени токарной и строгальной обработке: в данном случае резцом является шаблон, а заготовкой — предварительно уплотненная смесь. Изготовление стержней по шаблонам можно назвать механической обработкой песчаных заготовок. Стержни, изготовленные этим способом, отличаются более высокой точностью по сравнению со стержнями, изготовленными по ящикам.
Стержни по шаблонам изготовляются по схемам, описанным ниже.
Изготовление стержней по вертикально расположенному шаблону. Для изготовления стержней по вертикально расположенному шаблону применяется приспособление, состоящее из чугунной опоры — подпятника 1 (рис. 19, а), стального шпинделя 2, стопорного кольца 3, рукава 4, к которому болтами крепится шаблон. Шпиндель имеет отверстие 5 для транспортировки его краном.
Процесс изготовления стержня (рис. 19 б) производится в такой последовательности:.
-В выкопанную в почве яму осаживают и выверяют по ватерпасу подпятник, в который устанавливают шпиндель;
-яму засыпают.
-На выровненную площадку вокруг шпинделя укладывают чугунный поддон — плиту, имеющую диаметр на 100—200 мм больше, чем диаметр основания стержня. - Плиту посыпают сухим разделительным песком и наносят на нее тонкий слой глинистой смеси.
-После этого литой каркас с подъемами осаживаю в глинистую смесь, а на шпиндель надевают стопорное кольцо и рукав, к которому крепится шаблон.
- Шаблон выверяют и приступают к кладке кирпича, отдельные, ряды которого связывают глиной. Для увеличения газопроницаемости в середину стержня засыпают шлак.
- На кирпичную кладку наносят слой глинистой смеси, которую затачивают шаблоном. После того как этот слой провянет, на него наносят второй слой более жидкой глины, который также затачивают. Изготовленный стержень либо отправляют его сушку вместе с плитой, либо дают ему провянуть в течение 20 — 24 ч, после чего приподнимают за подъемы каркаса и направляю на сушку. Высушенный стержень обдувают и запиливают, а трещины разделывают и промазывают глиной. После окраски стержни просушивают.
Изготовление стержней по горизонтально расположенному шаблону. На рис. 19, в представлен ручной станок простой конструкции для заточки стержней по горизонтально расположенным шаблонам. Станок состоит из двух металлических стоек 6, которые устанавливают на выровненной площадке пола цеха; перфорированная трубка 10 служит каркасом стержня; к торцам грубы болтами крепятся фланцы 9, к которым прикреплены оси 8. уложенные и подшипники. На один конек оси насаживают ручку 7 для вращения каркаса. На стойки укладывают шаблон 11. При установке шаблона точно промеряют расстояние от центра оси вращения до кромки шаблона. Это расстояние должно быть равно радиусу готового стержни.
Шаблон изготовляется из сухой прочной доски, рабочая кромка которой скошена и армирована полосовой сталью. на каркас, смазанный тонким слоем жидкой глины, наматывается соломенный жгут, обеспечивающий податливость и газопроницаемость стержня. Толщина и число витков жгута, толщина слои наносимой глины зависят от толщины стенки отливки. Так, при толщине стенки отливки 20 мм используется жгут толщиной 15 мм, укладываемый в один ряд, а слой смеси, наносимый на жгут, имеет толщину 20 мм. Для лучшего сцепления смеси с витками жгута его смачивают раствором глины (белюги). Глинистую смесь накладывают на шаблон и распределяют вручную по соломенному жгуту при непрерывном вращении каркаса; затем стержень окончательно оформляется шаблоном. Проверив диаметр стержня кронциркулем и убедившись в отсутствии дефектов, стержень направляют на сушку.
Крупные стержни затачивают в два приема; после первой черновой заточки стержень высушивается, затем производится заточка более тощей смесью. Следует иметь в виду, что в составе смесей для стержней, изготовляемых по шаблону, содержание глины для первого слоя составляет 50%, для второго слоя —30%.
Изготовление стержней по протяжному шаблону. Когда стержни имеют постоянный профиль, но не могут быть "получены вращением шаблона так. например, стержень для колена трубы, они могут быть изготовлены протяжными шаблонами. Необходимой оснасткой в этом случае является плита 12 (рис. (19,г), прикрепленная к плите направляющая накладка 13, протяжной шаблон 15 и каркас 14 Плиту покрывают разделительным песком и накладывают слон смеси толщиной 40—50 мм, осаживают каркас и в середину укладывают слой мелкого шлака, что обеспечивает газопроницаемость и податливость стержня, затем добавляют смесь и, двигая шаблоном по направляющей накладке 13, оформляют половину стержня. Сушка производится на той же плите при снятой направляющей накладке. Так же изготовляется вторая половила стержня. После сушки в половинах стержня прорезают по разъему вентиляционные каналы (до гари) и скрепляют половины болтами, пропускаемыми через каркас.
Изготовление стержня шаблоном, совмещенным со стержневым ящиком. Деревянная половина стержневого ящика 16 (рис. 19, д) по всей длине полости имеет направляющую планку 17. по которой движется сгребалка 16. Насыпав слой смеси в ящик, уплотняют ее и осаживают каркас. в середину каркаса насыпают шлак, а на него смесь. После уплотнения смеси придают руками приближенную форму будущего стержня. Очистив поверхность разъема ящика от смеси, сгребалкой 18 оформляют верхнюю часть стержня. После отделки верхней половины стержня на разъем ящика устанавливают рамку для песчаной постели. Затем ящик с постелью поворачивают на 180. Снимают ящик, стержень направляют на сушку.
3.4 Технология изготовления стержней с продувкой углекислым газом СО2
Стержни из смесей на жидком стекле, химически отверждающиеся при продувке углекислым газом, лишены этого недостатка, так как твердеют непосредственно в ящиках.
Смеси состоят из кварцевого песка (96—97%), огнеупорной глины (4 3%) и сверх 100% жидкого стекла (5 6%), десятипроцентного раствора едкого натра (1—1,5%). При обработке такой смеси углекислым газом происходит химическая реакция в результате воздействия газа на силикат натрия, являющийся основой жидкого стекла: Из этой реакции видно, что в результате обработки углекислым газом происходит разложение силиката натрия с образованием углекислого натрия и кремнезема, который присоединяет к себе воду из смеси и образует новое химическое вещество —гель кремниевой кислоты. Пленки геля обволакивают зерна песка и связывают их в прочную и сухую массу. Продувка Горячими газами, содержащими углекислоту, приводит к получению стержней с более высокой прочностью
|
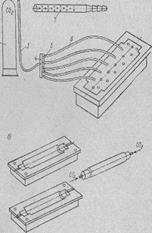
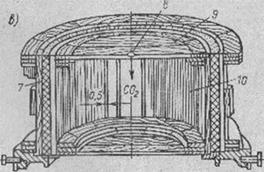 Рис. 1В. Схемы продувки стержней углекислым газом
Рис. 1В. Схемы продувки стержней углекислым газом
|
Стержни из химически отверждаюшихся жидкостекольных смесей изготовляют обычными способами, а затем продувают СО2 Продувать стержни можно через специально сделанные отверстия в стенках ящиков, через плоскость набивки или через знаки. Диаметр отверстий в ящиках должен составлять 10— 12 мм, расстояние между отверстиями не более 120— 150 мм. При продувке через знаки каналы накалываются душником. Для получения глубоких каналов в стержень заформовывают металлические прутья, которые извлекают после набивки. При наколах душником или при использовании прутьев следует обращать внимание на то, чтобы отверстия были не сквозными — не доходили до дна ящика на 50—100 мм. Сквозные наколы не создадут давления в отверстиях, вследствие чего углекислый газ не сможет проникнуть в окружающую накал смесь.
Схема установки для химического отверждении стержней приведена па рис. 18, а. Из баллона 1 углекислый газ через редуктор 2 поступает в резиновый шланг 3, в конце которого закреплена гребенка 4 с кранами 5. На штуцера кранов надевают резиновые трубки 6, заканчивающиеся металлическими трубками 7 диаметром 6 -10 и длиной 70—100 мм. В стенках металлических трубок выполнены отверстия диаметром 1—2 мм. При продувке металлические трубки вставляются в наколы стержня.
После продувки углекислым газом стержни окрашивают, при необходимости подсушивают н направляют на сборку.
Преимущества:
- резкое уменьшение потребности в металлических каркасах.
- прочность стержней
- не требуется сушка в печах.
Не нашли, что искали? Воспользуйтесь поиском: