ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Електроди для наплавлення деталей машин.
| Марка | Тип | Твердість після | Призначення | |
| Наплавлення | Загартування | |||
| ОММ-5 | Э42 | Наплавлення маловуглецевих і низьколегованих сталей | ||
| ОМА-2 | Э42 | |||
| ЦМ-7 | Э42 | НВ 120-140 | Наплавлення поверхонь, що не вимагають високої твердості (посадкові місця під підшипники кочення і т.д.) | |
| УОНИ 13/45 | З45 | |||
| УОНИ 13/55 | З55 | |||
| ОЗН 300 | ЭН 15Г3-25 | НВ 250-300 | НВ 250-300 | Наплавлення деталей працюючих в умовах високих контактних напруг і ударних навантажень (осі, різні вали) |
| ОЗН 400 | ЭН 20Г4-40 | НВ 370-430 | ||
| ОМГ | ЭН 70Х11-25 | НВ 260-320 | Наплавлення деталей зі сталі Г13А, що працюють в умовах абразивного зношування (ланки гусениць трактора, зуби ковшів екскаваторів і т.д.) | |
 ОГМ-Н ОГМ-Н
| ЭН 70Х11НЗ-25 | НВ 260-310 | ||
| ЦМ-5 | ЭН 25Х12-40 | HRC 40 | HRC 50 | Наплавлення швидкозношуваних деталей, що вимагають механічної обробки різальним інструментом (штампи для гарячого штампування, осі, вали автомобілів, тракторів і т.д.) |
| ЭН-60М | ЭН 60Х2СМ-50 | HRC 50 | HRC 61 | |
| ЦШ-1 | ЭН 30ХЗВ8 | HRC 40 після отжига HRC 25-30 | HRC 55 | |
| Т-590 | ЭН-В30Х25РС2Г-60 | HRC 58-62 | Наплавлення деталей працюючих в умовах інтенсивного абразивного зношування (леміши, ножі дорожніх машин і т.д.) | |
| Т-620 | ЭН-В30Х25Р2С2ТГ-55 | HRC 56-60 | ||
| ВКН/ЛИВТ | ЭН-80Х4СГ-55 | HRC 52-57 | ||
| ЦЧ-4 | Стрижень Cв-08 | |||
| ОЗЧ-1 | Стрижень: мідь | НВ 150-200 | Зварювання й наплавлення чавунних деталей (клапанні гнізда, шківи і т.д.) | |
| МНЧ-1 | Монель-метал, мідь-нікель |

Додаток 4


Додаток 5
Види зварювальних інверторних апаратів
 Інверторний випрямляч для ручного дугового зварювання ВДИ-200Р DC TIG
Інверторний випрямляч для ручного дугового зварювання ВДИ-200Р DC TIG
| Технічні характеристики Напруга живильної мережі (В) 220 Частота живильної мережі (Гц) 50 Споживана потужність (кВт) 6.6-8,0 Номінальний зварювальний струм (А) 200 Максимальний діючий струм (А) 270 Діапазон зварювального струму, (А) 10-200 Період навантаження (%) 70% при 200А 100% при 167А Напруга холостого ходу (В) 12/96 Блок зниження напруги холостого ходу + КПД (%) 92 Гарячий старт ручне Клас ізоляції F Форсаж дуги ручне Вага (кг) 7,5 Антиналипання автомат |
 Зварювальний апарат інверторний ARC-160
Зварювальний апарат інверторний ARC-160
| Технічні характеристики Напруга живильної мережі (В) 220 Частота живильної мережі (Гц) 50/60 Споживана потужність (Вт) 5,3 Максимальний вхідний струм мережі (А) 24 Діапазон зварювального струму 20-160 Період навантаження (%) 60 Напруга холостого ходу (В) 56 Втрати на холостому ходу (Вт) 40 КПД (%) 85 Коефіцієнт потужності (cosφ) 0,93 Клас ізоляції F Клас захисту IP23 Вага (кг) 8 |
 Зварювальний апарат інверторний-165
Зварювальний апарат інверторний-165
| Технічні характеристики Напруга живильної мережі (В) 220 Частота живильної мережі (Гц) 50/60 Споживана потужність (Вт) 6 Максимальний вхідний струм мережі (А) 23,6 Діапазон зварювального струму 20-160 Період навантаження (%) 60 Напруга холостого ходу (В) 72 Клас ізоляції F Клас захисту IP23 Вага (кг) 4,6 Зварювання на постійному струмі |
Додаток 6


а) б)
Загальний вид зварювального випрямляча ВДУ - 506УЗ
а) – загальний вид; б) – схема випрямляча
 1 - колеса; 2 - болт заземлення; 3 - штепсельний роз’єм для підключення мережі; 4 - автоматичний вимикач; 5 - ручки для переміщення;
1 - колеса; 2 - болт заземлення; 3 - штепсельний роз’єм для підключення мережі; 4 - автоматичний вимикач; 5 - ручки для переміщення;
7 - тиристори, 8 - вентилятор; 9 - вітрове реле; 10 - блок управління випрямляча; 11 - трансформатор живлення ланцюгів керування; 12 - реактор; 13 - дросель; 14 - силовий трансформатор; 15, 30 - струмові роз’єми зварювального ланцюга; 16 - роз’єм для підключення блоку керування автомата; 17 - роз’єм для підключення підігрівника газу; 18 - відсік для апаратури керування автоматом; 19 - вольтметр: 20 - амперметр; 21 - перемикач зовнішніх характеристик; 22 - перемикач місцевого дистанційного керування; 23 - регулятор струму (напруги); 24- тумблер включення зварювального ланцюга; 25 - тумблер попередньої установки напруги на твердих характеристиках; 26 - вимикач трансформатора живлення ланцюгів керування: 27 - кнопка «Стоп»; 28 - кнопка «Пуск»; 29 - сигнальна лампа; 31 - шини заземлення роз’єму зворотного кабелю; 32 - опорна скоба.
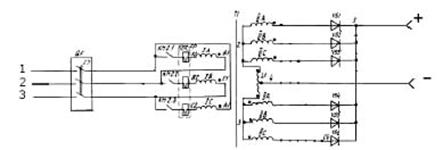
| Принципова електрична схема випрямляча ВДУ-506УЗ |

Додаток 7
Технічні дані випрямляча ВДУ-506
| Найменування параметра | Для твердих зовнішніх характеристик MIG/MAG | Для круто-падаючих (штикових) зовнішніх характеристик TIG | Для падаючих зовнішніх характеристик MMA |
| Номінальна напруга живлення, В (лінійне) | |||
| Номінальна частота, Гц | |||
| Число фаз | |||
| Номінальний зварювальний струм, А | |||
| Номінальна тривалість навантаження, ПН, % | |||
| Потужність, споживана при номінальному навантаженні, кВа, не більш | 41,5 | 41,5 | 41,5 |
| Напруга холостого ходу, В | 95±2 | 95±2 | 95±2 |
| Тривалість циклу зварювання, хв | |||
| Межі регулювання зварювального струму, А | 30-500 | 30-500 | 30-500 |
| Межі регулювання робочої напруги, В | 16-39 | 21-40 | |
| Коефіцієнт нахилу зовнішніх характеристик, В/А | штикова | 0,4-2,0 | |
| Коефіцієнт потужності, cosφ, не менш | 0,7 | 0,6 | 0,6 |
| Коефіцієнт корисної дії, %, не менш | |||
| Габаритні розміри (ДхШхВ), мм, не більш | 815х640х860 | 815х640х860 | 815х640х860 |
| Маса, кг, не більш |
 |
Робота №2
ВІДНОВЛЕННЯ ДЕТАЛЕЙ МАШИН
МеханізованИМ наплавленняМ
Мета роботи
Ознайомитися з основними положеннями окремих видів механізованого наплавлення деталей. Набути практичних навичок в наплавленні деталей (на прикладі наплавлення деталей у середовищі вуглекислого газу).
2 Питання для самостійної підготовки
2.1 Які переваги та недоліки має електродугове наплавлення?
2.2 Які параметри процесу електродугового наплавлення відносяться до основних і як вони впливають на процес?
2.3 Чому необхідний захист електричної дуги?
2.4 Що являє собою флюс, його призначення?
2.5 Які флюси використовуються для наплавлення, їх маркірування?
2.6 Які гази використовуються для захисту та їх характеристика?
2.7 Які вимоги пред’являються до наплавлювальних матеріалів при використанні вуглекислого газу?
2.8 Які електродні матеріали використовуються для наплавлення і як їх вибирають у конкретному випадку?
Завдання
Ознайомитись з сучасним обладнанням для наплавлення в середовищі вуглекислого газу (інертних газів), його можливостями, характеристикою, матеріалами, що використовуються для наплавлення.
Вивчити обладнання, що встановлене на робочому місці, визначити режими наплавлення і технологію підготовки деталі, скласти план операцій наплавити деталь (зразок).
Таблиця 1 – Вихідні дані та варіанти завдань для розрахунку
| Параметри режиму наплавлення деталей | Варіанти завдань | |
Матеріал деталі
Діаметр поверхні, що наплавляється:
- номінальний Dн, мм
- дійсний Dд, мм (визначається виміром, чи задається учбовим майстром, викладачем)
Діаметр електродного дроту de, мм
Довжина наплавлюваної поверхні  , мм , мм
| Сталь 45 1,2 | Сталь 35Г 1,8 |
Не нашли, что искали? Воспользуйтесь поиском: