ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
ПОРЯДОК ВИКОНАННЯ РОБОТИ. 8.1. Ознайомитися із процесом запалювання і структурою електричної зварювальної дуги.
8.1. Ознайомитися із процесом запалювання і структурою електричної зварювальної дуги.
8.2. Вивчити позначення покритих електродів.
8.3. Вивчити пристрій і роботу зварювального трансформатора і випрямляча (або іншого зварювального агрегату).
8.4. Вибрати режим зварювання сталі або чавуну (марку і товщину вказує викладач), вибрати тип зварювального трансформатора або випрямляча.
8.5. Вибрати тип зварювального агрегату.
8.6. Накреслити схему інвенторного зварювального апарата, розрахувати раціональний режим зварювання.
8.7. Визначити дефекти зварювального шва.
8.8. Виконати зварювання і заповнити табл. 8.1.
Таблиця 8.1 Таблиця результатів
| Марка і товщина металу, що зварюється | Тип, марка і діаметр електрода | Напруга горіння дуги, В | Сила зварювального струму, А | Тип трансформатора випрямляча і його технічні дані | Якість зварного шва по зовнішньому вигляду |
9. ТЕХНІКА БЕЗПЕКИ ПРИ РУЧНОМУ ДУГОВОМУ ЗВАРЮВАННІ
Зварювальні роботи повинні виконуватися при дотриманні основних умов безпеки праці. Корпус зварювального агрегату або трансформатора повинен бути заземлений. При зовнішніх роботах зварювальні агрегати повинні перебувати під навісом. Для захисту зору і шкіри обличчя від світлових і невидимих випромінювань електричної дуги необхідно використовувати спеціальні захисні засоби. При організації зварювальних постів необхідно передбачати наявність витяжної вентиляції. Зварник повинен бути забезпечений спецодягом і спецвзуттям.
10. ЗМІСТ ЗВІТУ
1. Тема роботи. 2. Ціль роботи. 3. Відповіді на запитання для самостійної підготовки. 4. Завдання. 5. Схеми електродугового зварювання, типів електродів, їх покриттів.. 6. Схема процесу запалювання дуги. 7. Всі необхідні розрахунки. 8. Принципова схема інвенторного зварювального агрегату. 9. Таблиця результатів (8.1). 10. Відповіді на контрольні питання. 11. Виводи по роботі.
КОНТРОЛЬНІ ПИТАННЯ
1. Які існують способи запалювання дуги?
2. Які існують схеми положення шва в просторі?
3. Який кут відхилення електрода від вертикалі при зварюванні в нижньому положенні?
4. Яка фізична сутність ручного дугового зварювання?
5. Які типи і марки електродів для ручного дугового зварювання ви знаєте?.
6. Які способи накладення швів застосовують при зварюванні металу великої товщини?
7. Залежно від чого вибирають діаметр електрода?
8. Як вибрати величину зварювального струму?
9. У якому випадку ведеться зварювання східчастим способом?
Додаток 1
ХАРАКТЕРИСТИКА ДОПОМІЖНОГО УСТАТКУВАННЯ ДЛЯ ЗВАРЮВАННЯ
Пасивні щитки зварювальника і щитки з ручною підтримкою. Це щитки, у складі яких є постійно затемнене скло. Пасивні щитки необхідно опускати при запалюванні дуги й піднімати по закінченню зварювання. Щитками з ручною підтримкою закривають очі й обличчя під час зварювання, по закінченню зварювання їх відсувають убік. Дуже важливо ними вчасно закривати обличчя, щоб уникнути ушкодження очей.
Активні щитки зварника. Термін “активний щиток” включає всі щитки зварника, оснащені світлофільтрами, що автоматично затемнюються (ADF). Справжній активний щиток - це легкий, сконструйований щиток у якому автоматично затемнюється світлофільтр, що враховує правильну відстань від фільтра до очей, правильний баланс, і має максимальну область огляду.
Компоненти щитка зварника. ADF - Світлофільтр, що автоматично затемнюється (рис.1).
АDF складається із печатної плати, електронного блоку, сенсорів розпізнавання дуги, елементів живлення, рідкокристалічного дисплея і УФ - і ІЧ -фільтра. Це та частина щитка, яка автоматично затемнюється, коли запалюється електрична дуга. Ці блоки герметично запаяні, щоб виключити можливість потрапляння вологи або бруду і забезпечити тривалий термін служби.
РКД - рідкокристалічний дисплей.
РКД дозволяє користувачеві бачити крізь світлофільтр до і після запалювання дуги. Використаний для цього РКД діє за принципом затвора. Коли РКД неактивований, користувач може бачити через нього. Це називається світлим станом світлофільтра, і звичайне затемнення в цьому стані рівно 3 або 4 DIN. Коли загоряється дуга, сенсори вловлюють викид електроенергії, сигнал передається, РКД активується і “затвор” моментально захлопується. Це називається затемненим станом, який може бути фіксованим на одному рівні, наприклад, 11 DIN або регулюватися в різних діапазонах, наприклад, від 9 до 13 DIN. Коли дуга гасне, світлофільтр вертається у світлий стан.
УФ - і ІЧ - фільтр захищає зварника від небезпечного впливу оптичного випромінювання в ультрафіолетовому і інфрачервоному спектрі. УФ - і ИК - фільтр відбиває і/або поглинає шкідливе випромінювання, пропускаючи тільки видиме світло. Важливо знати, що УФ - і ІЧ - фільтр забезпечує постійний захист, незалежно від того, у якому стані перебуває світлофільтр світлому або затемненому.
Внутрішні захисні лінзи використовуються для захисту світлофільтра від бруду, бризків і ушкоджень. Ці тонкі пластикові лінзи необхідно заміняти, як тільки вони втратили прозорість.
Зовнішні захисні лінзи встановлюються на зовнішню частину щитка. Пасивний або активний світлофільтри розміщаються за цими лінзами, що забезпечує їхній захист від механічних ушкоджень, диму і розпечених бризків. Зовнішні захисні лінзи повинні періодично замінятися, коли вони ушкоджені і втратили прозорість, оскільки це погіршує видимість. Деякі лінзи мають додатковий ізолюючий шар між захисною лінзою та світлофільтром для захисту від диму і часток, які можуть завдати шкоди світлофільтру або самому зварювальнику.
Фотоелементи і батарейки. Енергія, необхідна для роботи світлофільтра, може забезпечуватися двома типами елементів живлення. Для всіх щитків серії «Експерт» і «Професіонал» енергія під час зварювання поставляється фотоелементами, які генерують енергію від зварювальної дуги. Однак щоб підтримати запуск щитка після тривалого простою додатково використовуються батарейки.
 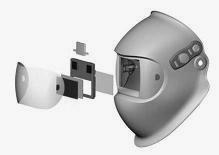
| Рисунок1 - Компонування щитка зварника 1 - ADF - світлофільтр, що автоматично затемнюється; 2 - РКД - рідкокристалічний дисплей; 3 - УФ- і ІЧ -фільтр; 4 - Внутрішні захисні лінзи; 5 - Зовнішні захисні лінзи |
Додаткові функції щитків зварювальника
Панель сенсорів використовується в комбінації із сенсорами. Панель сенсорів дозволяє збільшити або зменшити кут сприйняття електричної дуги сенсорами. Важливо мати можливість регулювати кут сприйняття залежно від виконуваної роботи і навколишнього середовища. Панеллю сенсорів ви можете регулювати кут сприйняття від 60° до 120°. Зменшення кута скорочує ризик несподіваного затемнення світлофільтра на іскри, що летять і електричну дугу працюючих поруч зварників або яскраве освітлення цеху.
Функція регулювання швидкості висвітлення
Залежно від зварювального процесу, температури і матеріалу шов, що зварюється, після завершення зварювання може залишати небезпечне для очей післясвітіння. Якщо щиток швидко висвітлюється, очі зварника можуть постраждати від випромінювання гарячого зварного шва. У цьому випадку необхідно знизити швидкість висвітлення. Для точкового або переривчастого зварювання встановлюють високу швидкість висвітлення, щоб світлофільтр швидко висвітлився і дозволив швидко перейти до нової точки.
Кнопка рівня затемнення встановлює ступінь затемнення щитка. Вона звичайно обчислюється в DIN (Deutsche Industrie Norme -німецький інститут стандартів). Рівень затемнення вибирається залежно від зварювального процесу і сили струму.
Використання режиму зварювання прихватками в процесі точкового зварювання або зварювання прихватками підвищує комфорт зварника. У цьому режимі світлофільтру автоматично поставляється більше енергії, щоб висвітлення після завершення зварювання відбувалося швидше (до рівня 4 DIN). При цьому виключаються ризики, пов'язані з післясвітінням зварного шва. Режим зварювання прихватками надійно захищає при зварюванні до 3 точок у секунду.
Електродотримачі застосовують для закріплення електродів і підведення до нього струму. Електродотримач підбирають залежно від зварювального струму, діаметру електрода і перетину зварювального кабелю, що приєднується.
Електротримачі допускають захват електрода не менш ніж у двох положеннях: перпендикулярно і під кутом ≥115º від осі електродотримача. Опір ізоляції не менш 5МОм. Ізоляція рукоятки повинна витримувати без пробою 1 хвилину випробувальну напругу в 1500 В.
Додатковий інструмент зварника. Для приєднання дроту до виробу застосовують затискачі. Для чищення швів і видалення шлаків застосовують дротові щітки ручні й з електроприводом, а також молотки.
Зварювальні дроти служать для підведення струму від зварювальної машини або джерела живлення до електродотримача та виробу, що зварюється. Електродотримачі оснащуються гнучким ізольованим дротом ПРГДО або ПРГД, сплетеним з великого числа мідних, відпалених і пролужених дротиків діаметром 0,18-0,2 мм. Рекомендовані перетини зварювального дроту наведені в таблиці Д1. Застосовувати дроти довжиною більш 30 м не рекомендується, тому що це викликає значне спадання напруги у зварювальному ланцюзі.
Таблиця Д1 Площа перетину зварювального дроту залежно від сили струму
| Сила струму, А | Площа перетину дроту, мм2 | |
| Одинарного | Подвійного | |
| - 2×16 2×25 |
Додаток 2

Додаток 3
Не нашли, что искали? Воспользуйтесь поиском: