ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Ремонт картеров и блок-картеров.
Блок-картеры являются основными базовыми деталями вертикальных, У-образных и W- образных холодильных компрессоров. Они изготавливаются из чугуна С421-40 или С424-44, заготовки подвергаются низкотемпературному отжигу. Твердость материала находиться в пределах НВ 170-241. На блок-картерах монтируются и относительно них координируются все узлы и детали машины.
Во время работы блок-картер компрессора подвергается значительным стягивающим и сгибающим нагрузкам. Эти напряжения при значительных нагрузках или при неправильном монтаже могут привести к серьезным последствиям.
Причинами этих нагружений могу быть:
1. Несоосность центровки компрессора и электродвигателя
2. Перекос при монтаже на фундаменте.
3. Перекос от не правильно соединенных трубопроводов.
Наиболее характерными дефектами являются:
1. Трещины, коробления и поломки картера.
2. Износ посадочных мест под шарико и ролико подшипники.
3. Несоосность отверстий под шарико и ролико подшипники.
4. Не параллельность оси отвертий для коренных подшипников коленвала, плоскости крепления блок-цилиндров. Т.е. не перпендикулярность оси коренных подшипниковк оси отверстия цилиндра под гильзы (допускается 0,02 на 100 мм длины).
5. Износ резьбовых отверстий и поломки шпилек.
6. Раковины в посадочных местах под гильзы цилиндров.
Для ликвидации трещин применяют электродуговую или газовую сварку, шпилек или накладок, эпоксидные составы.
Трещины в стальных деталях устраняются электросваркой в холодном или горячем состоянии (с предварительным подогревом до 150 0С). Трещины в чугунных корпусных деталях заваривается электродуговой (холодным способом) или газовой сваркой с предварительным местным подогревом. При электродуговой сварке используют чугунные, медно-железные электроды, электроды из монель-метала, а также стальные электроды со специальными обмотками. В качестве присадочного материала при газовой сварке применяют чугунные прутки и прутки из медно-цинкового сплава.
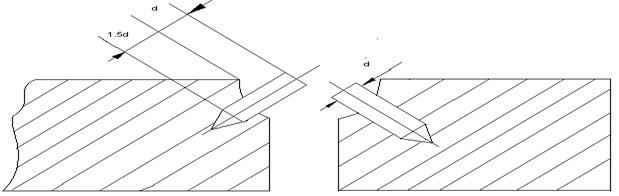
Для повышения прочности шва при холодной сварке чугунных деталей стальными электродами применяют постановку стальных шпилек. Перпендикулярно скосу кромки, предварительно засваренной по концам трещины и разделанной под угол 80-90 0 шва, стальные шпильки вворачивают на глубину 1,5 диаметра. Шпильки располагают в шахматном порядке по обе стороны трещины на расстоянии равном 3-4 диаметра шпильки. Сначала наплавляют металл в промежутке между шпильками, а затем накладывают основной шов.
Трещины заделывают при помощи постановок шпильки в следующей последовательности.

На одном конце трещины засваривают отверстие и нарезают резьбу. В нарезанное отверстие ввертывают железную или латуневую шпильку на замазке. Замазка состоит из: 25 частей чугунного порошка, 1 часть серного цвета, 1 часть нашатыря – все это разводится до густоты сметаны.
Второе отверстие засваривают и нарезают с захватом части первой шпильки и в него так же вворачивают шпильку. Таким образом, шпильками перекрывающими друг друга до 1/3 диаметра, заделывают всю трещину.
При наличии мелких трещин чугунные отливки ремонтируют путем установки стальной накладки с предварительной заливкой эпоксидным клеем или штифтованием. Накладка должна быть хорошо подогнана по всему участку распространенной трещины. Между накладкой и поверхностью детали устанавливают прокладку из листового свинца, отожженный красной меди. Накладки крепят на болтах или шурупами.
Перед заделкой эпоксидным составом трещину подготавливают так как под сварку – засверливанием концов и разделкой шва. После обезжиревания район трещины подогревают до 40-50 0С и заполняют ее эпоксидным клеем – шпатлевкой с наполнителем из чугунного порошка. Для уплотнения шпатлевки применяют прижимы. В целях ускорения затвердевания состава заклеенное место обогревают.
При заделке сквозных отверстий, восстановлений коррозированных поверхностей чугунных блоков, охлаждаемых забортной водой вместе с используемой смолой употребляют стеклоткань, бинты. В зависимости от глубины поражения стенки наносят несколько слоев стеклоткани.
Микротрещины в картере можно заделать одним из следующих способов:
1.Раствором нашатыря 4-5% с выдержкой под давлением 5  105Па в течение 12 часов.
105Па в течение 12 часов.
2.Холодное железо 70 весовых частей, натриевая силитра 42 части, железный сурик 100 частей, вода – 1000 частей и выдержка под давлением 5 105 Па в течении 12 часов.
3.Раствор соды 1 к 1, пропитка им под давлением (5-10) 105 Па. В случае просачивания в картер подогревают.
4.Горячая олифа под давлением 3  105 Па и затем сушка.
105 Па и затем сушка.
5.Жидкое стекло 10% раствор. Пропитка под рабочим давлением. Детали перед этим подогреваются до 85-90 0С и после опресовки под давлением 5 105 Па в течении 0,5 часов, 10-15 минут подогрев до 100-100 0С.
6. Бокелитовый лак. Картер нагревают за 4 часа до t 0 150-200 0С и производят бакелитовым лаком в течении 1 часа под давлением (3-7) 105 Па. Затем воздушная сушка и после этого полимеризация с t =180-250 0С.
Покоробленные плоские разъемные поверхности картера обрабатываются при помощи опиловки с последующей калибровкой (плоскости разъема – крышки боковые, крышки маслонасоса).
Неплоскостность верхней опорной плоскости фундаментной рамы, нижней опорной поверхности картера, а плоскости разъёма картера и блока цилиндров устраняют вручную припиловкой и шабрением либо с помощью продольно-страгательного или продольно-фрезерного станка.
Используют также переносные шлифовальные станки, устанавливаемые непосредственно на фундаментальной раме, и ручные пневматические шлифовальные машинки.
Качество отремонтированных поверхностей проверяют линейкой и щупом, а краску по проверочной плите. Обратная поверхность разъёма должна быть равномерно покрыта пятнами краски с количеством не менее 1 пятна на 1 см2, а пластина щупа толщиной 0,05 мм не должна проходить между линейкой и поверхностью.
При износе посадочных мест под шарико и роликоподшипники производят расточку отверстия в картере на расточных станках или с помощью переносных бортштангах.

Чистота расточки отверстия в картере не ниже 6 класса. В отверстие запрессовывается втулка-компенсатор. Частота наружной поверхности втулки не ниже 6 класса, а внутреннего диаметра не ниже 7 класса. Запрессованную в картер втулку стопорят винтом.
Нессоосность отверстий под шарико и роликоподшипники устраняют расточкой с последующей постановкой втулок компенсаторов, либо отверстие восстанавливают гальвоническим натиранием.
Нессоосность отверстий под роликоподдипшики и корпус роликоподшипника (со стороны масляного насоса) допускаются не более 0,02 мм. на длине 100 мм.
Соосность осей проверяют с помощью струны и микрометричнских штих. Струну, выставляют по центру на входе и выходе отверстий. Промежуточными запорами штих. От струны до образующей отверстие замеряют соосность. Перпендикулярность поверхностей I и II контролируют при помощи угольника с проверкой зазоров щупом.
Изношенные резьбовые отверстия восстанавливают стилокрилом или отверстие (большее) просверливают и устанавливают шпильку большего диаметра.
Язвенные и раковинные места картера на поясничных поясках у гильз восстанавливают с помощью эпоксидного клея.
Не нашли, что искали? Воспользуйтесь поиском: