ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Подготовка изделий к отделке
Детали изделий, подлежащих отделке, должны иметь гладкие по- верхности шероховатостью Rm = 32 мкм при отделке полиэфирными лаками и кроющими эмалями.
При отделке нитроцеллюлозными и полиуретановыми лаками ше- роховатость по Rmax ограничена до 16 мкм. Все поверхности деталей из древесины и древесных материалов не должны иметь дефектов ме- ханической обработки в виде волн, сколов, заусенцев и ворсистости. По этим причинам механическую обработку всех деталей заканчивают за- чисткой поверхности циклеванием, шлифованием или термопрокатом.
Эти конечные технологические операции осуществляют с мини- мальным снятием слоя или небольшой упрессовкой, не оказывающей существенного влияния на точность размеров деталей. Основная цель этих операций – достижение требуемых характеристик поверхностей по шероховатости. Циклеванием называют особый вид строгания поверх- ности специальным ножом-циклей (их называют циклями).
Для основы используют бумагу, хлопчатобумажные ткани, армиро- ванную основу, стеклоткань или синтетическую основу.
Шкурки на такой основе в 3 – 4 раза прочнее, чем на бумажной. В ка- честве связи используют мездровый клей или синтетический. В зависи- мости от этого шлифовальные шкурки делят на водоупорные, способ- ные работать при смоченной поверхности, и неводоупорные. Одной из важнейших характеристик шлифовальных шкурок является номер зер- нистости – размер абразивных зерен. Номер зернистости шлифоваль- ных шкурок определяется по габаритам абразивных зерен в сотых долях миллиметра. Например: шлифовальная шкурка зернистостью № 6 име- ет в насыпке преобладающее количество абразивных зерен размером 60,01=0,06 мм, а при зернистости № 25 – 0,25 мм.
Шлифовальные шкурки по износостойкости разбивают на три клас- са: А, Б и В.
Наиболее износостойкие шкурки класса А. Расход шлифовальных шкурок зависит от прочности и зернистости. Всегда расходуется боль- ше шлифовальных шкурок крупной зернистости. Например, при шли- фовании щитов в мебельном производстве расход шлифовальных шку- рок в зависимости от зернистости распределяется примерно так: зерни- стостью № 25 – 16-40; № 12 – 10 – 35; № 8 – 6 – 25.
Для повышения эффективности работы шлифовальные шкурки це- лесообразно изготавливать на рельефных тканях. Рельефность ткани основы увеличивает объемы пространства между абразивными зернами
в 1,4 раза. Сошлифуемая с поверхности пыль не задерживается между зернами, благодаря этому стойкость таких шлифовальных шкурок по- вышается в 2 раза (рис. 40). Шлифуют древесные материалы на шлифо- вальных станках преимущественно вдоль волокон.
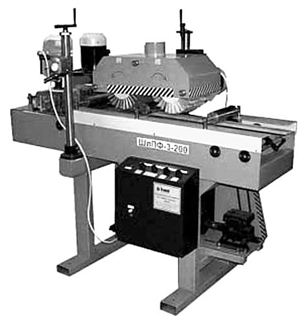 |
Рис. 40 – Шлифовальный станок мод. «ШлПФ 3 – 200»
Станок предназначен для трехстороннего шлифования погонажных изделий различного профиля.
На станине устанавливается:
– механизм подачи с приводом от мотор-редуктора через цепную передачу на нижние приводные обрезные ролики; верхние ролики – не- приводные стальные;
– две горизонтальные лепестковые шлифовальные головки для об- работки верхней части заготовок;
– вертикальная лепестковая шлифовальная головка для обработки вертикальной боковой грани;
– наклоняемая лепестковая шлифовальная головка для обработки второй боковой поверхности вертикально или под углом.
Отличительные особенности:
– на станках можно применять как отечественный, так и импортный шлифовальный инструмент;
– все шлифовальные головки имеют автономные приводы от элек- тродвигателей;
– каждый из шпинделей регулируется отдельно, что позволяет рабо- тать с инструментом разной зернистости и учитывать износ шлифоваль- ных дисков отдельно на каждом барабане;
– станок можно встраивать в линию с четырехсторонними строгаль- ными станками.
Шлифовальные станки отличаются размерами, расположением и сочетанием шлифующих органов и механизмов подачи. Процесс шли- фования в производстве изделий является сложным и трудоемким. В нем взаимосвязаны многие факторы и проявляются они в конечном результате при их взаимодействии на основе случайных сочетаний. Это осложняет возможности определения оптимальных параметров режи- мов и их поддержание.
Трудоемкость процесса шлифования в мебельном производстве со- ставляет 12 – 13% общей трудоемкости.
Шероховатость получаемой при шлифовании поверхности зависит от плотности материала, зернистости шкурки, исходной шероховатости, скорости резания, скорости подачи, усилия прижима шлифовальной шкурки к шлифуемой поверхности, времени работы шкурки и др.
Изменяя любые из этих параметров, можно оказывать влияние на конечный результат шлифования – величину JRm.
Исследованиями процесса шлифования древесины определены практические пределы изменения основных режимных параметров. Шлифуют древесные материалы со скоростью 20 – 30 м/с, на ленточно- шлифовальных станках давление на шлифовальную шкурку достигает 100 кПа, на барабанных – до 1,2 дан/см.
Устойчивость работы шлифовальной шкурки наступает через 8 – 10 мин от начала шлифования. В начальный период шлифования имею- щиеся единичные крупные зерна в насыпке оставляют на поверхности местные глубокие царапины.
Не нашли, что искали? Воспользуйтесь поиском: