ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Пример ПРОЕКТИРОВАНИЯ МОЛОТОВОЙ поковки
Исходные данные
Деталь – рычаг (см. рис. 29); штамповочное оборудование – паровоздушный штамповочный молот; материал детали – сталь 12Х2Н4А (по ГОСТ 4543): 0,09-0,15% С; 0,17 – 0,3% Si; 0,30 – 0,60% Mn; 1,25 – 1,65% Cr; 3,25 – 3,65% Ni; масса детали – 3,30 кг.
Расчет
1. Согласно табл.3 приложения 2 находим коэффициент для определения расчетной массы поковки: Кр = 1,3. Расчетная масса поковки:  кг.
кг.
2. Класс точности – Т5 (по табл. 2 приложения 2).
Чертеж детали
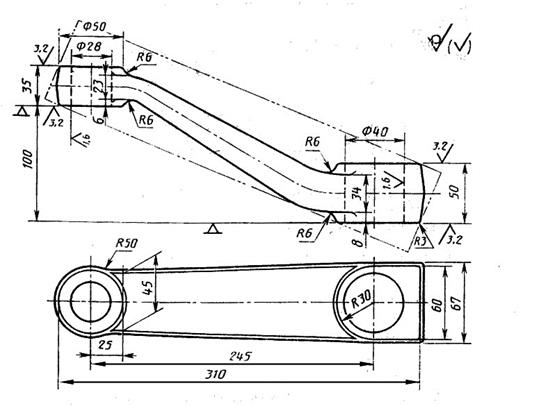
Рис. 29.
3. Средняя массовая доля углерода в стали 12Х2Н4А составляет 0,12%, суммарная массовая доля легирующих элементов – 5,62% (0,27% Si + 0,45% Mn + 1,45% Cr + 3,45 Ni). На основании этого группа стали – М3 (по табл. 1 приложения 2).
4. Размеры описывающей поковку фигуры (параллелепипед), мм: длина – 340 (определяется графически); высота – 67 (определяется графически); ширина – 67 (определяется по чертежу). Масса описывающей фигуры (расчетная):

Gп/Gф = 4,25/13,092 = 0,325.
Степень сложности – С2 (согласно п.2.4.4. приложения 2).
Исходный индекс (по табл. 4 приложения 2) – 16
5. Припуски и напуски:
5.1. Основные припуски на размеры (см. табл. 5 приложения 2), мм:
толщина 50 мм и чистота поверхности 3,2 – 2,7;
толщина 35 мм и чистота поверхности 3,2 – 2,5;
диаметр 40 мм и чистота поверхности 1,6 – 2,5;
диаметр 28 мм и чистота поверхности 1,6 – 2,3.
5.2. Дополнительные припуски, учитывающие:
- смещение поковки по поверхности разъема штампа, мм (табл. 6 приложения 2):
диаметр 40 – 0,6;
диаметр 28 – 0,6;
- отклонения о прямолинейности (табл. 7 приложения 2), мм:
толщина 50 – 0,8;
толщина 35 – 0,8.
- отклонение межцентрового расстояния на размер 245 – 1,2 мм (табл. 8 приложения 2).
5.3. Штамповочный уклон (см. табл. 16 приложения 2):
- на наружной поверхности – не более 7°, принимается 7°;
- на внутренней поверхности – не более 10°, принимается 10°.
6. Расчет размеров поковки и ее допускаемых отклонений (см. рис. 30).
6.1. Размеры поковки, мм:
толщина 50 + (2,7 + 0,8) × 2 = 57, принимается 57;
толщина 35 + (2,5 + 0,8) × 2 = 41,6 принимается 41,5;
диаметр 40 - (2,5 + 0,6 + 1,2) × 2 = 31,4 принимается 31;
диаметр 28 - (2,3 + 0,6 + 1,2) × 2 = 19,4 принимается 19,5;
высота 100 + (2,7 – 2,5) = 100,2 принимается 100
6.2. Радиусы закругления наружных углов для глубины ручья 10 – 25 мм составляют 2,0 мм (табл. 9 приложения 2).
6.3. Допускаемые отклонения размеров (табл. 10 приложения 2), мм:
толщина  ,
толщина ,
толщина  ,
ширина ,
ширина  ,
ширина ,
ширина  , ,
| высота  ,
длина ,
длина  ,
диаметр ,
диаметр  ,
диаметр ,
диаметр 
|
6.4. Неуказанные предельные отклонения размеров – по п.5.5 приложения 2.
6.5. Допускаемая величина смещения по поверхности разъема штампа – 1,2 мм (по табл. 11 приложения 2).
6.6. Допускаемое отклонение от плоскостности и прямолинейности – 1,6 мм (по табл. 14 приложения 2).
6.7. Допускаемая величина остаточного облоя или срезанной кромки – 1,6 мм (табл. 12 приложения 2)
6.8. Допускаемое отклонение межцентрового расстояния ±1,2 мм (табл. 15 приложения 2).
Пример нанесения размеров на чертеже молотовой поковки (ГОСТ 7505-89)

Рис. 30
Не нашли, что искали? Воспользуйтесь поиском: