ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Юдың ерекше түрлері.
Металды қалып қоспасынан жасалған қалыптарға құю арқылы құйма алу жолының көптеген кемшіліктері бар. Олар мыналар: қалып бір рет пайдаланылғаннан кейін бұзылады, құйылған құйманың сапасы төмендеп, бүйір бетінің тазалығы нашарлайды, сондықтан механикалық өңдеу үшін көп запас қалдыру керек болады т.б. осы кемшіліктерді азайту және жою мақсатымен құю өндірісінде соңғы кезде құюдың мына төмендегідей ерекше әдістері қолданылып жүр:
 металл қалыпқа құю (кокильді құю),қысыммен құю,центрден тепкіш машинамен құю,балқығыш үлгілер йынша құю,қабықты қалыптарға құю т.б.
металл қалыпқа құю (кокильді құю),қысыммен құю,центрден тепкіш машинамен құю,балқығыш үлгілер йынша құю,қабықты қалыптарға құю т.б.
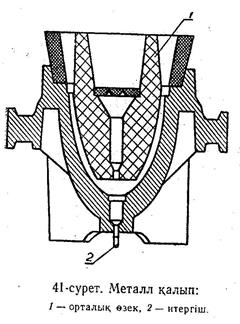
Металл қалыпқа құю. Құю өндірірісінің бұл әдісінде балқытылған
металл ішкі кеңістігінің түрі құйылатын құйманың сыртқы бетінің түріне ұқсас, кокиль деп аталатын, металдан жасалған қалыпқа құйылады (41 - сурет). Металл қалып шойын, болат немесе түсті металдар мен олардың құймаларынан жасауы мүмкін.
Металл қалыптар оның материалыныңтүріне байланысты 20 -дан 500 ретке дейін құюға жарайды. Бұл қалыптарға құйылған құйма үлкен жылдамдықпен суынатын болғандықтан, құйманың стуктурасы майдаланып, механикалық қасиеттері артады. Кокольді құю әдісінің мынадай артықшылықтар бар:
еңбек өнімділігінің жоғары болуы;
құйма өлшемдерінің дәлдігі жоғары болғандықтан, механикалық өңдеуге қалдырылатын запасы мөлшерінің аз болуы;
құйманы суыну жылдамдығы жоғары болғандықтан, оның сапасының артық болуы;
құю жүйесіне жұмсалатын металл шығынының аз болуы;
қалып, өзекше қоспалары мен оларды дайындайтын машиналарды керек етпейтіндігі;
қалыптың құйманың бетіне күйіп жабысуы, құйманың металл емес заттармен былғануы азаятындығы;
құйылған құйманың өзіндік құнының арзан болуы;
құю өндірісінің тазалығын арттыруға мүмкіндік беретіндігі.
Металл қалыптарға құю әдісінің негізгі кемшілігі - қалыптың бағасының қымбаттығы мен шәйыннан құйылған құйманын ағарып кететіндігі. Бұл әдістің бірінші кемшілігін болдырмау үшін көп сериялы құймалар құю керек, ал екінші кемшілігін жою үшін қалыптың ішкі бетін жылу өткізгіштік қасиеті төмен, отқа төзімді заттармен қаптау, сырлау керек. Отқа төзімді қаптау заттары қалыптың жылу өткізгіштігін төмендетумен қатар, оның ішкі бетін балқыған металмен тікелей жанасып, металға жабысып қалудан сақтап, құйманың қалыптан бөлінуін жеңілдетеді. Қаптау материалы ретінде марыш тотығы, сұйық шыны, ұнтақталған бор, күйе пастасы, графит, маршалит ұнтақталғанкварц, машина майы, тағы басқа заттар қолданылады.
Қысыммен құю. Құю өндірісінің бұл әдісінде балқытылған, кейде шала балқытылған (температурасы ликвидус сызығынан шамалы төмен) металды белгілі қысыммен (39, 2-98  (400 - 100 атм) ауа немесе металдан жасалған прошень арқылы металл қалыпқа құяды. Құюдың бұл әдісімен жұқа қабырғалы (1-3мм), бүйір бетінің тазалығы жоғары өлшемдерінің дәлдігі ± 0,3 ÷ 0,08мм, жазуы бар күрделі құймалар құяды. Мұндай жолмен құйылған құймалар кейде онда ары өңделмейді.Бұл әдіспен болат, мыс, алюминий, магнийден және олардың қоспаларынан құйма құйылады.
(400 - 100 атм) ауа немесе металдан жасалған прошень арқылы металл қалыпқа құяды. Құюдың бұл әдісімен жұқа қабырғалы (1-3мм), бүйір бетінің тазалығы жоғары өлшемдерінің дәлдігі ± 0,3 ÷ 0,08мм, жазуы бар күрделі құймалар құяды. Мұндай жолмен құйылған құймалар кейде онда ары өңделмейді.Бұл әдіспен болат, мыс, алюминий, магнийден және олардың қоспаларынан құйма құйылады.
Қысым арқылы құю машиналары металға қысым түсіру әдісіне байланысты поршеньді және компрессорлы машиналар болып екіге бөлінеді.
Түмті металдан майда құймалар өқюда қолмен жұмыс істейтін ыстық камералы прощеньді машиналар қолданылады.
42 -суретте балқу температурасы 450ºС - қа дейін баратын металдарды құятын ыстық камералы прошеньді машинаның схемасы көрсетілген.
 Машинаның шойыннан жасалған астауына металл құйып, астауды қыздыру арқылы оның температурасын тұрақты етіп ұстайды. Поршентнің қысымымен астаудағы металл цилиндрдің тесігі арқылы цилиндр кеңістігіне еніп, ондағы каналды толтырады. Машинаны іске қосатын тұтқаны бұрағанда қалыптың екі бөлігі автоматты түрде бірігіп, штуцері қалаптың тесігіне енеді де, қалып металмен толтырылады. Поршен жоғары көтерілгенде, қалып ашылып, құйылған құйма жерге түседі. Қалыпты ауымен суытып, процесті қайталайды. Поршеньнің металға түсіретін қысымы 588- 2450
Машинаның шойыннан жасалған астауына металл құйып, астауды қыздыру арқылы оның температурасын тұрақты етіп ұстайды. Поршентнің қысымымен астаудағы металл цилиндрдің тесігі арқылы цилиндр кеңістігіне еніп, ондағы каналды толтырады. Машинаны іске қосатын тұтқаны бұрағанда қалыптың екі бөлігі автоматты түрде бірігіп, штуцері қалаптың тесігіне енеді де, қалып металмен толтырылады. Поршен жоғары көтерілгенде, қалып ашылып, құйылған құйма жерге түседі. Қалыпты ауымен суытып, процесті қайталайды. Поршеньнің металға түсіретін қысымы 588- 2450  (6-25 атм) -ге дейін жетеді. Автоматтандыру дәрежесіне қарай машинаның өнімділігі сағатына 1000 құймаға дейін жетеді.
(6-25 атм) -ге дейін жетеді. Автоматтандыру дәрежесіне қарай машинаның өнімділігі сағатына 1000 құймаға дейін жетеді.
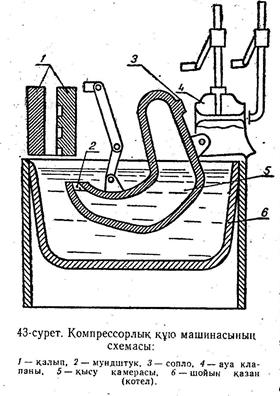
43 - суретте қозғалмайтын қысу камерасы бар компрессорлы құю машинасының схемасы көрсетілген. Мундштук арқылы қысу камерамына металл шойыан қазаннан өздігінен түседі. Сонан кейін шарнирлі жетектің көмегімен қысу камерасы (5) көтеріліп, мундштук қалыпың тесігіне дәл келтіріледі. Ал қысу камерасының екінші аузы (сопло) ауа клапанымен беттеседі. Клапан арқылы қысылған (35 - 50 атм қысымда) ауа берілгенде, металл қысу камерасынан қалыпқа ұмтылады да, оның толтырады. Ауа беру
тоқталған кезде, қысу камерасы төмен түседі де, металмен қайта толады; бұдан соң форма ашылады да, құйылған бұйым итеріліп шығарылады. Осыдан кейін операция қайта басталады. Машинаның күндік өнімділігі 60-500 құйма.
Центрден тепкіш машинамен құю. Құю өндірісінің бұл әжісі цилиндр тәрізді құмалар құюда қолданылады. Центрден тепкіш машинаның белгілі жылдамдықпен айналатын қалыбына балқытылып құйылған металл,центрден тепкіш күштің әсерімен, қалыптың қабырғасына қарай ағып құйылады, суынған,да формасы қалыптың ішкі бетіне ұқсас құйма пайда болады. Центрден тепкіш күш құйманың түзілуіне ғана әсерін тигізіп қоймай, оның кристалдану процесіне де әсер етеді. Центрден тепкіш машинаның қалыбы металл немесе металл емес заттардан жасалады. Металдан жасалған қалыпқа құйылған шойын құйманың бүйір беті белгілі тереңдікке дейін ақталады. Сондықтан шойын құймаларының ақталуын жою үшін оларды 850 - 950ºС температураға дейін қыздырып, температурасын 300 - 350ºС -қа дейін баяу төмендетіп, суытады. Центрден тепкіш күштің шамасы қалыптың айналу жылдамдығына байланысты. Қалыптың айналу жылдамдығы аз болса, құйманың сапасы төмендейді, ал көп болса, құйманың бүйір беті дарылып, ликвация құбалысы болады. Сондықтан сапалы құйма құю үшін центрден тепкіш машинаның айналу жылдамдығын алдын ала есептреп, құю процесінде ол жылдамдықты тұрақты етіп ұстайды.
Қалып осінің айналу бағытына байланысты центрден тепкіш машиналар тік, көлденең және көлбеу ості машиналар болып үш топқа бөлінеді.
Құю өндірісінде труба, втулка, гильза сияқты құймалар көлденең өсті, ал қысқа диаметрлі үлкен құймалар тіке өсті центрден тепкіш машиналар арқылы құйылады.
Қалыптың жұмыс істеу уақытын және құйманың сапасын арттыру үшін машинаның қалыбы алдын ала белгілі температураға дейін қыздырылып, сонда соң қалыпқа металл құйылады. Қалыптың қалыңдығы мен құйылатын металдың қасиетіне байланысты болат құюға арналған қалыпты алдын ала 80-270ºС - қа дейін, сұр шойын құюға арналған қалыпты 140-350°С - қа дейін,мыс құюға арналған қалыпты 90-300°С - қа дейін қыздырады.
Центрден тепкіш машинамен құю әдісінің мынадай артықшылықтары бар:
құйма сапасының жоғары болуы;
металл шығынының аз болуы;
өзекшені керек етпейтіндігі;
құйманың өзіндік құнын 20-40% - ке дейін арзандатуға мүмкіндік беретіндігі.
Балқығыш үлгілер бойынша құю. Балқу температурасы жоғары металдардан, яғни болаттардан құйма жасау үшін балқығыш үлгілер бойынша құю әдісін қолданады. Бұл әдісте балқу температурасы төмен металдардан жасалған үлгілер бойынша қалып жасап, қыздыру арқылы қалыптан үлгілерді ерітіп шығарады.
Балқығыш үлгілер бойынша құйма құю процесі мынадай кезеңдерден тұрады:
болат немесе жезден жасалған қалыпты 900°С - қа дейін қыздырғанда оның ұлғаюын ескере отырып, құйманың этолонын жасау;
балқығыш үлгілер үшін пресс қалып жасау;
балқығыш заттардан пресс қалыпқа құйылатын құйманың үлгісін жасау;
жасалған үлгілерді құю жүйесіне, бекітіп, үлгілер блогынжасау;
үлгілер блогын отқа төзімді арнаулы керамикадан жасалған (маршалит, этилсиликат) заттармен қаптау;
блокты опокаға салып қалып жасау;
қалыпты 120 - 150°с температураға дейін қыздырып, оның ішіндегі балқығыш үлгіні балқытып шығару және қалыптың ішіндегі балқығыш үлгі қалдықтарын тазарту үшін 900-950°С - қа дейін өыздыру;
қалыпты 750-800°С - қа дейін қыздырып, оған металл құю;
құйманы қалыптан ажырату жіне оны тазарту.
Қалыпты сұйық металмен толтыру жолы пештің түріне байланысты болады. Қалыпты центрден тепкіш машинамен немесе 19,6 (2 - 5 атм) қысым арқылы металмен толтырғанда құйманың сапасы артады.
Құю өндірісінің бұл әдісін механикалық өңдеуге келмейтін қатты металдардан дәл құйма жасау, самолёт, автомобиль, турбина, турбокомпрессор, кескіш, өлшеуіш құралдарының детальдарын жасауда қолданады. Осы әдіспен жасалған құймалар механикалық әдіспен өңделмейді, егер өңделсе, ол тек шлифтеліп, полировка жасалады.
Қабықты қалыптарға құю. Бұл әдіс бойынша үлгі 150-180°С температураға дейін қыздырылып, құю жүйесі бекітілген үлгі плитасы (44, а - сурет) және қалып қоспаса айналмалы шанаққа (44,б- сурет) бекітіледі. Қалып қоспасының құрамы 6 - 8 термореактивті шайырдан(смоладан), 
қалғаны кварц құмынан тұрады.шанық 180° - қа бұрылған кезде қалып қоспасы үлгінің үстіне төгіледі (44, в - сурет).Үлгі алитасының және үлгінің жылуымен қалып қоспасының құрамындағы термореактивті шайыр еріп, құмның қиыршықтарын біріктіреді. Біріктірілген құм қиыршықтары үлгі мен үлгі плитасына жабысып. қабат пайда болады. Пайда болған қабаттың қалыңдығы үлгі мен плитаның температурасына және суретте көрсетілеген күйде ұстау уақытына байланысты. Ұстау уақыты 15 - 30 секунд болса, пайда болған қабаттың қалыңдығы 50 - 100мм - ге дейін жетеді.
Шанақты тағы 180° -қа бұрса, қалып қоспасы үлгіден шанаққа төгіліп, үлгіде пайда болған қабат қалады.
Енді плита мен үлгіні пайда болған қабығымен шанақтан ажыратып алып, температурасы 400-500°С пеште 2-4 минут уақыт қыздырғанда, қалып қабаты қатайып, қатты жарты қалып пайда болады.
Үлгі плитасына орналастырылған арнаулы итергіштің жәрдемімен үлгі плитадан ажыратылады. Қалыптың екінші жартысы осылайша жасалып, бірінші жартысымен біріктіріледі де, опокаға салынып, опоканың бос кеңістігі шойынның майда кесектерімен және құммен толтырылғаннан кейін қалыпқа металл құйылады. Құйма қатайған соң қалып бұзылып, құйма алынады. Ішкі жағынжа тесіктері мен ойық, дөңес жерлері бар құймаларды құю үшін қалыпқа сәкес өзекшелер қойылады.
Құю өндірісінің бұл әдісінің мынадай артықшылықтары бар:
қалып қоспасының шығынын 7 - 8 есе кемітеді;
құйма бетінің дәлдігі жоғары болады;
құйманы тазартудағы шығын аз болады;
құйманың механикалық өңдеу қорын кемітуге мүмкіндік береді;
еңбек өнімділігі 30% - ке дейін артады.
Бұл әдіс бойынша салмағы 10 -15 кг - дық құймалар, кейде салмағы 350 кг - ға дейін жететін құймалар құйылады.
Бірлік қалыптармен құйма құю. Құю ендірісінде ендірілетін құймалардың 25%-і бірлік қалыптарда құйылады. Бірлік қа-лыпқа бір рет металл құйылып, ол қатайған соң қалып бұзы-лып, ішіндегі құйма алынады. Ол қалып екінші рет пайдала-нылмайды.
Бірлік қалыпты майда жөндеу шеберханаларынан бастап ірі машина жасау заводтарының құю цехтарына дейін пайдала-нады.
Не нашли, что искали? Воспользуйтесь поиском: