ТОР 5 статей:
Методические подходы к анализу финансового состояния предприятия
Проблема периодизации русской литературы ХХ века. Краткая характеристика второй половины ХХ века
Характеристика шлифовальных кругов и ее маркировка
Служебные части речи. Предлог. Союз. Частицы
КАТЕГОРИИ:
- Археология
- Архитектура
- Астрономия
- Аудит
- Биология
- Ботаника
- Бухгалтерский учёт
- Войное дело
- Генетика
- География
- Геология
- Дизайн
- Искусство
- История
- Кино
- Кулинария
- Культура
- Литература
- Математика
- Медицина
- Металлургия
- Мифология
- Музыка
- Психология
- Религия
- Спорт
- Строительство
- Техника
- Транспорт
- Туризм
- Усадьба
- Физика
- Фотография
- Химия
- Экология
- Электричество
- Электроника
- Энергетика
Критический инцидент
Критический инцидент - инструмент предназначенный для идентификации проблем в некоторой области или процессе.
Данный метод представляет собой процедуру сбора наблюдаемых инцидентов, которые являются наиболее важными или «критическими» для эффективной работы. Как правило, эти инциденты позволяют выяснить существенные моменты работы и определить разницу между успехом и неудачей. Критический инцидент определяется как событие или случай, который явным образом повлиял на результат работы. Для признания инцидента критическим, необходимо, чтобы он соответствовал условиям: имел начало, окончание, выводы; описывал не самые крайние или редкие случаи из рабочей практики; влиял на результат работы.
Критический инцидент включает три этапа:
1) Выбираются участники проведения анализа. Если цель заключается в принятии решения о совершенствовании всего процесса целиком, то естественно включить представителей различных областей в организации. Если же целью является более точное определение направленности действий в рамках уже определенного бизнес-процесса, то лучше выбрать людей, вовлеченных в этот процесс.
2) Затем участникам обсуждения предлагается ответить на вопросы типа:
- С каким инцидентом на прошлой неделе было труднее всего справиться?
- Какой эпизод создал наибольшие проблемы для удовлетворения потребностей потребителя?
- Какой инцидент обошелся дороже всего с точки зрения привлечения дополнительных ресурсов или прямых расходов?
На этом этапе использования данного метода важно выделить так называемые критические инциденты, которые тем или иным способом создают проблемы для отдельных сотрудников, для всей организации и для других заинтересованных сторон. Период, к которому относится вопрос, может варьироваться от нескольких дней до нескольких месяцев. Не рекомендуется, однако, выбирать слишком долгий период, так как в этом случае может оказаться затруднительным выделить самый актуальный критический инцидент, потому что для большого периода времени таких инцидентов могло быть много.
3) Собранные ответы сортируются и определяется, какой из различных инцидентов упоминался чаше других. Для выделения критического инцидента удобно использовать графическое представление полученных результатов. Тот инцидент, который встретился чаще других, и будет критическим. Он – явный кандидат на профилактику. Однако бороться нужно не столько с самим инцидентом и его симптомом, сколько с причинами, его породившими.
Пример
Большая корпорация, имевшая в штате 15 телефонисток, приступила к проекту улучшения телефонного обслуживания потребителей при ответах на звонки. Было решено воспользоваться методом выявления критического инцидента.
Всем телефонисткам было предложено описать те инциденты, имевшие место за последний месяц, которые поставили их в крайне затруднительное положение. Результаты опроса были рассортированы по частоте повторения инцидентов. Они представлены на рисунке 37 в виде диаграммы. Из рисунка видно, что критическими инцидентами были: 1) невозможность дозвониться до человека, которому следовало бы отвечать на звонок; 2) незнание, кто именно должен отвечать. На основании результатов исследования были предприняты усилия по созданию системы отслеживания перемещений каждого сотрудника, а также была разработана инструкция о том, кто из сотрудников и на какой запрос должен отвечать.

Рисунок 37 - Критические инциденты для телефонистов
Дзидока (автономизация)
Дзидока (автономизация) (англ. - аutonomation, яп. – дзидока) - один из инструментов совершенствования производства, его оптимизации и повышения конкурентоспособности организации.
Цель автономизации заключается в у величение добавленной стоимости и устранение непроизводительных затрат посредством выявления и исправления нарушений, которые возникают в процессе производства, посредством быстрого определения адреса, немедленной идентификации и исправления дефектов, проявляющихся в процессе. Дзидока разгружает работников от необходимости, постоянно оценивать, нормально ли работает машина, теперь их усилия включаются в работу, если машина обнаружила проблему. Работники могут наблюдать за несколькими машинами. Таким образом, в условиях автономизации, вместо того, чтобы ждать завершения всего процесса, чтобы инспектировать готовый продукт, можно на более ранней ступени определить некачественное изделие и сократить брак. Работник поощряется выполнять самоконтроль своей работы, или технический контроль рабочего места до того, как зафиксируется дефект и линия остановится.
Дзидока исключает перепроизводство, важную составляющую производственных потерь, и предотвращает производство дефектной продукции. В автономизации станки наделяются интеллектуальными способностями, из-за чего ее называют умной автоматизацией. В противовес полной автоматизации на переднем плане стоит не объем выпуска, а качество и «способность автономно запускаться и останавливаться». Каждая машина в рабочем процессе может работать без постоянного наблюдения со стороны оператора и сама отключаться в случае дефекта, так что бракованные детали не передаются на следующий процесс.
Пример
Пресс штампует изделие из металлической заготовки. Время от времени металлическая заготовка разбивается под ударами пресса. Производимые вручную технические осмотры нуждались бы в рабочем, который просматривает каждое изделие, чтобы проверить, разбито ли оно. Если дефектный процесс продолжается, испорченное изделие посылается на линию для дальнейшей сборки. Это влечет за собой изготовление конечных продуктов с дефектами, которые должны либо переделываться в конце, либо превращаться в лом, отсюда повышаются затраты. Применение автономизации заключалось в том, чтобы транспортировать готовое изделие к устройству, которое содержит весы. Если изделие стабильно не входит в устройство, или вес лежит вне приемлемого диапазона, пресс останавливается, и «сигнализирует тревогу» рабочему.
Процесс автономизации включает в себя следующие этапы:
1) Автономный контроль за ходом процесса производства и выявление нарушений.
2) Остановка производства, требующая вмешательства.
3) Немедленное определение причины нарушений и исправление положения.
4) Анализ возможных причин нарушений, их оценка и модернизация процесса, исключающая повторение тех же ошибок.
Достоинством автономизации является то, что она препятствует производству дефектных изделий, исключает перепроизводство, сосредоточивает внимание на понимании проблемы и обеспечивает недопущение повторения тех же ошибок. Недостаток инструмента состоит в необходимом наличии высокого уровня владения навыками и опытом для решения технических, организационных и поведенческих проблем. Эффективность автономизации заключается в следующем:
- Повышается скорость обнаружения дефектов.
- Уменьшается затраты, в то время как снижается уровень бракованных изделий и неисправность применяемого оборудования.
- Предотвращается последующая работа с использованием дефектных изделий.
- Улучшается мотивация обслуживающего персонала, особенно если рабочие обучаются, чтобы решать проблемы.
- Может уменьшаться прямые расходы по зарплате, поскольку создается возможность одному рабочему одновременно контролировать несколько машин.
Дзидока, или автономизация, может быть охарактеризована как «автоматизация со свойственным человеку интеллектом». Дзидока передает уровень человеческого интеллекта автоматизированному оборудованию и позволяет при возникновении нарушений в процессе производства немедленно останавливать работу и выявлять причины нарушений. Это, в свою очередь, ведет к совершенствованию процесса, обеспечивая встраивание качества в ходе осуществления операций в каждом процессе, что позволяет ликвидировать глубинные причины возникновения дефектов.
Философия качества Дзидока базируется на следующих принципах:
- Брак – это проблема, а проблемы не планируют.
- Проблемы в области качества – следствие проблем в системе за качество ответственны все структуры.
- Качество – часть системы обеспечение качества – обязанность каждого.
- Повторение одних и тех же дефектов недопустимо.
- Улучшение качества – снижение затрат.
- Ошибки выявляют работники, производство приостанавливается.
- Правильный процесс дает правильные результаты.
Система защиты от ошибок (пока-ёка, ноль дефектов)
В период 1961-1964 г.г. известный японский исследователь Сигео
Синго выдвинул идею Poka –Yoke (пока-ёка) или «Mistake – proofing» (защищенность от ошибки). Суть системы состоит в том, что инспектирование источника ошибки проводится как активная часть производственного процесса с целью выявления ошибок до того, как они стали дефектами. Другими словами, производственный процесс должен быть построен таким образом, чтобы на каждой его стадии осуществлялся мониторинг потенциальных источников дефектообразования. Тогда ошибки определяются у самого их источника, а не на более поздних стадиях, что обеспечивает, к тому же, экономию производственных ресурсов.
Пока-ёкэ (Poka-yoke) - защита от ошибок (защита от непреднамеренного использования), метод, благодаря которому операцию можно сделать только одним, правильным способом и дефект просто не может появится.
Пока-ёка или также принцип нулевой ошибки (англ. zero defects (ноль дефектов)) означает, что допускается минимум ошибок или всего одна. При инициировании программ нулевой ошибки отношение к дефектам следующее: промахи из-за забывчивости, случайной перестановки, перепутывания, неправильного считывания, ложной интерпретации, заблуждений, незнания или невнимательности возможны и неизбежны. Однако, они должны рассматриваться сотрудниками как нормальное явление. Их следует вскрывать и нельзя замалчивать. Необходимо искать не виновников дефекта, а его причину.
Причины дефектов отыскиваются путем разделения следующих понятий: причина – промах и заблуждение – сотрудник – действие – дефект, возникший в продукте. Таким образом, определяется механизм предотвращения ошибок. Его основные моменты:
- создание предпосылок для бездефектной работы;
- внедрение методов бездефектной работы;
- систематическое устранение возникших ошибок;
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха (poka-случайная, непреднамеренная ошибка; yokе- избежание, сокращение количества ошибок).
Дефекты в производстве по большей части возникают из-за увеличения вариабельности характеристик процесса, разброс которых, в свою очередь, может быть следствием:
- некорректно разработанных стандартов или документированных процедур;
- использования некачественного или устаревшего оборудования;
- применения неподходящих материалов;
- изношенности инструментов;
- ошибок операторов.
Устранение первых четырех причин дефектов может быть осуществлено с помощью корректирующих и предупреждающих действий. Предотвратить же ошибки операторов достаточно трудно.
Известно, что совершать ошибки в процессе работы для людей – естественно, и это не является показателем непрофессионализма оператора. Цель пока-ёка – найти способы защиты от непреднамеренных ошибок. Перечень типичных действий операторов, приводящих к появлению дефектов, представлен в таблице 19.
Метод пока-ёка базируется на семи принципах:
1) Для создания эффективных процессов используйте робастное проектирование (подход к проектированию изделия или процесса, который
заключается в уменьшении разбросов выходных характеристик путем использования таких методов проектирования, которые уменьшают чувствительность к источникам разбросов).
2) Работайте в командах: только так можно максимально полно использовать знания сотрудников.
3) Устраняйте ошибки, также используя робастное проектирование: это позволит приблизить число ошибок к нулю.
4) Устраняйте коренные причины появления дефектов, применяя метод «5 Why» («Пять почему»).
5) Действуйте сразу, используйте все возможные ресурсы.
6) Устраняйте деятельность, не добавляющую ценность (ДНЦ).
7) Внедряйте улучшения и сразу задумывайтесь над дальнейшими улучшениями.
Таблица 19 - Перечень типичных действий операторов, приводящих к появлению дефектов
 Причины ошибок
операторов
Дефекты
Причины ошибок
операторов
Дефекты
| Саботаж | Непонимание | Забывчивость | Неправильная идентификация | Недостаток опыта | Игнорирование правил выполнения работ | Небрежность | Медлительность | Отсутствие контроля | Незнакомый вид работ |
| Невыполненная операция | ● | O | ● | O | O | O | ● | ● | O | |
| Ошибки в процессе | ● | ● | O | O | ● | ● | ● | ● | ||
| Ошибки при сборке | O | O | ● | O | O | ● | O | O | ||
| Пропущены детали при сборке | ● | O | O | O | ● | O | ||||
| Использованы не те детали | ● | ● | ● | ● | ● | ● | ● | ● | ||
| В процессе используется не то изделие | O | ● | ● | O | O | ● | ● | O | ||
| Пропущенная операция | O | O | O | ● | ||||||
| Ошибки при регулировке и монтаже | O | O | O | ● | O | ● | O | O | O | O |
| Неверно установлено оборудование | O | ● | ● | |||||||
| Использованы неподходящие методики и инструменты | O | ● | O |
Условные обозначения: ● – сильная корреляция; O – корреляция.
Применяя метод пока-ёка, не полагаются на то, что операторы сами найдут ошибку. Поэтому, при выполнении работ используются сенсорные датчики и другие устройства. Это помогает эффективно выявлять дефекты, пропущенные операторами.
Метод пока-ёка следует применять как при входном контроле, так и в ходе всего процесса. Эффект от его внедрения зависит от того, на каком именно этапе процесса – входном контроле или контроле в ходе процесса – этот метод был использован. При этом, если несоответствия были выявлены, поступают предупреждающие сигналы или даже оборудование может быть остановлено.
Внедрение метода пока-ёка при входном контроле называют проактивным подходом. Выявление ошибки в таком случае произойдет до того, как былисовершены те или иные операции.
Подход, при котором метод пока-ёка применяется на других этапах производственного процесса, называют реактивным подходом. В данном случае этот методиспользуется:
- сразу по завершении процесса;
- в ходе выполнения работ оператором;
- в процессе передачи изделия на следующий этап.
Реактивный подход является эффективным, так как его применение способствует предотвращению передачи бракованных изделий на следующий этап процесса, но, тем не менее, не позволяет достичь столь высокой степени защиты от ошибок, как в случае с проактивным подходом. Применение метода пока-ёка в процессе поиска причин возникновения дефектов не дает высоких результатов, но в то же время он гораздо эффективнее выборочного контроля.
Существуют другие подходы к использованию метода пока-ёка: контролирующий и предупреждающий. При контролирующем подходе, если выявляется дефект, происходит автоматическая остановка оборудования. Предупреждающий подход основывается на применении всевозможных сигнальных средств (световые и звуковые сигналы), которые сообщают оператору о возможной ошибке. Остановка оборудования часто не входит в опции предупреждающего подхода.
Устройства, применяемые в покэ-ёка, по методу, лежащему в основе их работы, подразделяются на: контактные; считывающие; последовательного движения. Все три типа устройств могут быть использованы как при контролирующем подходе, так и при предупреждающем.
Принцип работы устройств контактного метода основан на определении того, контактирует ли чувствительный элемент с проверяемым объектом. Примером таких устройств могут служить концевые выключатели. Если контакт нарушается, то срабатывает, например, звуковой сигнал. Также к устройствам, работающим по контактному методу, относят передатчики и приемники, фотоэлектрические выключатели, пьезоэлектрические датчики и др. Устройства не обязательно должны быть высокотехнологичными. Простые пассивные устройства иногда являются самыми лучшими. Они не позволяют детали занять неправильное положение в ходе процесса.
Считывающие устройства применяются, когда существуют фиксированное число операций в процессе и фиксированное число деталей в изделии. Датчик несколько раз просчитывает детали и пропускает изделие на следующий процесс только в том случае, если число деталей верно.
Третий тип устройств – датчики, определяющие, выполнена ли операция процесса. Если операция не выполнена или выполнена неверно, то датчик сигнализирует, что следует остановить оборудование. По такому принципу работают многие сенсорные и фотоэлектрические устройства, которые связаны с таймером оборудования. Применение таких устройств наиболее эффективно, когда в процессе используются много деталей, похожих друг на друга по форме и размеру.
Метод пока-ёка, помимо подходов применения, указанных выше, может быть реализован в следующих вариантах: предотвращение ошибки, предупреждение о возможности возникновения ошибки, исправление допущенной ошибки.
Рассмотрим первый из них – предотвращение потенциально возможной ошибки. Сегодня нас и в быту и в производстве все плотнееокружают устройства, не дающие возможности ошибиться. Напомнимнекоторые из них.Например, современные утюги, включенные в электрическую сеть иоставленные без присмотра на ткани, через несколько секунд автоматически отключаются. В современном электрическом чайнике после закипания воды прекращается без нашего вмешательства процесс нагрева.Как видим, с помощью автоматических устройств осуществляется
прекращение процесса при достижении установленных границ, либо становится невозможным начало процесса, что исключает возможность негативных последствий.
Приведем подобные примеры из железнодорожной практики. Московское предприятие «Нейроком» еще в 1993 г. выполнило первый заказ Министерства путей сообщения РФ – разработало, запустило в серийное производство и в последующем усовершенствовало телемеханическую систему контроля бодрствования машиниста (далее - ТСКБМ). Она позволяет контролировать физиологическое состояние человека и в случае, например, потери сознания или внезапной смерти машиниста уже через 12-15 секунд остановит локомотив. Впервые эта система была внедрена на Октябрьской железной дороге, к средине 2000 г. ею было укомплектовано около 700 машин на сети российских дорог, в настоящее время практика использования этого устройства расширяется.
Однако предотвращение ошибки может осуществляться и без использования автоматики, путем строгого соблюдения выверенного технологического режима. Например, в городе Падуя (Италия) известная Капелла дель Арена славится фресками 14-го века. Внутрь Капеллы посетителей запускают одновременно не более строго определенного количества и не более чем на 15 минут, при этом после каждой группы экскурсантов выдерживается установленная временная пауза. Соблюдение таких правил позволяет поддерживать температурно-влажностный режим, обеспечивающий нормальное состояние знаменитых фресок.
В целом ряде случаев для предотвращения ошибок используют специальную оснастку, оборудование и другие приспособления не автоматического характера, но обеспечивающие осуществление процесса в полном соответствии с установленными требованиями.
Второе направление - предупреждение о возможности возникновения ошибки. Примерами этого варианта системы защиты отошибок могут служить разнообразные световые и звуковые сигнальные устройства (светофоры, запрещающие сигналы), предупредительные надписи, рисункии т.п. Например, Вы открыли дверцу современногохолодильника и слишком долго исследуете его содержимое. Звуковойсигнал предупредит Вас о возможности повышения температуры докритической, что может привести к размораживанию.На железных дорогах часть локомотивов снабжена бортовойдиагностической установкой, которая при критическом состоянииподшипников подает звуковое предупреждение машинисту.
В ряде случаев используется третье направление – исправление допущенной ошибки. Современные бытовые ванны и кухонные раковиныимеют не только нижнее сливное отверстие, но и верхнее в боковой частистенки, которое исправит последствия нашей невнимательности.Отечественное оборудование ДИСК-2 позволяет осуществлятьконтроль состояния ходовых частей вагонов. В случае обнаружениянеполадки, немедленно передается информация на впереди стоящуюстанцию, и поезд будет остановлен для устранения дефекта.
Разумеется, из трех перечисленных направлений наиболее надежным является первое, то есть предотвращение недопустимых отклонений. Поэтому, в тех случаях, когда последствия ошибкипредставляют угрозу жизни, здоровью людей, состоянию окружающейсреды или могут привести к значительным материальным потерям,предпочтительнее развивать систему именно в этом направлении.
Таким образом, метод пока-ёка направлен не столько на контроль качества продукции, сколько на контроль качества процессов. Главная цель – своевременно устранить отклонения в процессах, чтобы не допустить производство дефектной продукции. Последовательное применение метода пока-ёка позволяет значительно сократить число ошибок, допускаемых операторами, что способствует снижению затрат и повышению удовлетворенности потребителей.
Модель Кано (теория привлекательного качества)
Модель Кано разработана в 1980 годах Нориаки Кано, как стратегический подход к разработке продукции (услуг), с целью обеспечения удовлетворенности потребителей.
Модель Кано (теория привлекательного качества) – инструмент, позволяющий описать, удовлетворение каких потребностей оставляет потребителя равнодушным, неудовлетворенным, либо приводит его в восторг. Применяется для выработки стратегии организации и решения задач обеспечения удовлетворенности потребителей.С помощью данного инструмента можно разделить весь диапазон требования потребителей по степени влияния на его удовлетворенность.
Н. Кано в своей теории привлекательного качества выделяет 5 составляющих профиля качества продукции (услуги) в зависимости от влияния на удовлетворенность потребителя, при этом, чаще всего внимание уделяется только первым трем (рисунок 38):
1) Базовое (основное, ожидаемое) качество – качество соответствующее «обязательным» характеристикам продукции (услуги), которые потребитель ожидает получить по умолчанию (левый и правый нижние квадранты). Наличие таких характеристик не вызывает удовлетворенности потребителя, но их отсутствие (даже частично) приводит к резкому разочарованию. К примерам таких ожидаемых характеристик продукции (услуги) могут служить: купив машину, вы ожидаете, что она заведется; отправив письмо, вы ожидаете, что оно дойдет до адресата; кпив билет в кинотеатр, что для вас найдется место и т.п.
2) Требуемое (желаемое) качество - качество, соответствующее «количественным» характеристикам продукции (услуги), прямопропорционально влияющим на удовлетворенность потребителя (левый нижний и правый верхний квадранты). На основе этих характеристик производители продукции (поставщики услуг) конкурируют в различных потребительских нишах. К примерам относятся: массовая доля натурального вещества в соке; количество лошадиных сил автомобиля; срок службы сверл и режущих кругов и т.п.
3) Привлекательное (опережающее, восхищающее) качество - качество, соответствующее «сюрпризным» характеристикам продукции, вызывающим восхищение, которые потребитель не ожидает получить левый и правый верхние квадранты). Отсутствие таких характеристик не влияет на удовлетворенность потребителя, зато их наличие (даже частично) приводит к резкому удовлетворению. К примерам таких характеристик относятся: наличие домкрата в багажнике машины при покупке; вторая батарея или фирменный шнурочек в комплекте с телефоном и др.
4) Индифферентое (безразличное) качество – качество, при котором наличие или отсутствие характеристик продукции (услуг) никак не отражается на удовлетвореннсти потребителей. Например, количество картинок (привлекательность упаковки) товара или количество операций, сопутствующих выполнению условий одного договора и др.
5) Обратное (раздражающие) качество – качество, при котором характеристики продукции 9услуги) приводят к неудовлетворенности потребителей. Например, наличие ржавчины или царапин на новом продукте; очереди в магазине и т.п.
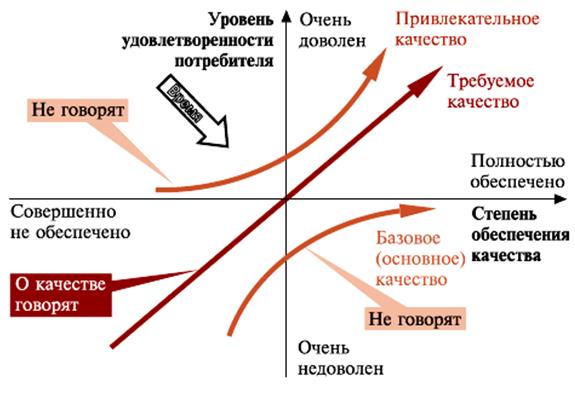
Рисунок 38 – Модель Кано
Особенность модели Кано заключается в том, что со временем требования потребителей (характеристики продукции и услуг) «сползают»: привлекательные становятся требуемыми, требуемые – базовыми. Это связано с тем, что требования потребителей со временем меняются. То, что сегодня вызывает восхищение, завтра может стать ожидаемым качеством и по истечении времени весьма возможно перейдет в обязательное условие. К тому же различные категории потребителей могут иметь различные требования к соответствующим характеристикам продукции.
Например: подставка под чашку или стакан в салоне автомобиля, в настоящее время, является базовой характеристикой, хотя, не так давно, это был сюрприз для потребителей; возможность проведения банковских операций, сидя дома перед ноутбуком и т.д.
Процедура применения данного инструмента заключается в следующем:
1) Собрать данные о требованиях потребителей в диаграмме сродства.
2) Проанализировать потребности в диаграмме сродства и сгруппировать их по трем составляющим профиля качества.
3) Если в одной из категорий требований очень мало или нет ни одной потребности, то нужно собрать дополнительные данные о потребителе.
4) После получения дополнительных данных завершить объединение требований потребителя по составляющим профиля качества.
5) Выделить нужды потребителя первостепенной важности, которые затем будут использованы при разработке критических для качества характеристик.
Для оценки потребительского восприятия была разработана особая методика опроса потребителей, при которой каждый вопрос задается дважды: в позитивной и негативной формах. Сведя затем вместе ответы на оба вопроса, устанавливают тип данной характеристики продукции.
При использовании данного инструмента следует руководствоваться следующими правилами:
1) Для определения целей организации и их приоритетов предварительно необходимо уточнить требования потребителей. И только имея четкое представление о «профиле качества», создаваемой продукции, можно приступать к формированию воображаемого качества.
2) Чтобы лучше понять, какими должны быть цели, вначале следует рассмотреть характеристики, соответствующие базовому уровню качества: если они обеспечены, то восторга это ни у кого не вызовет, но вот их отсутствие может повлечь за собой негативную реакцию потребителя.
3) В случае характеристик, соответствующих требуемому уровню качества, удовлетворенность потребителя (осознанная потребительская ценность) растет по мере количественного улучшения соответствующего показателя.
4) Характеристики, соответствующие привлекательному уровню качества, о которых потребитель просто не предполагал, представляют для него неожиданные ценности, даже если выполнение концепции несовершенно.
5) Формирование производителем привлекательного качества в создаваемой им продукции открывает возможности для прорыва на рынок и опережения конкурентов.
Достоинством данного инструмента является то, что он помогает определить взаимосвязи между обновлением продукции, динамикой рынков и уровнем удовлетворенности потребителей. Позволяет согласовать подходы предприятий к разработке и изготовлению продукции с интересами и взглядами потребителей. Но в противовес достоинству, можно отметить и недостаток, который заключается в том, что в организациях, в которых существует несколько производственных линий, выпускающих большую номенклатуру продукции, сложно экстраполировать (наложить, рапсространить) модель Кано непосредственно на стратегию компании в целом.
Контрольные вопросы
1 Области применения диаграммы сродства.
2 Назначение и порядок построения диаграммы сродства.
3 Назначение и виды графа связей, принципы построения.
4 Назначение и область применения древовидной диаграммы.
5 Порядок построения древовидной диаграммы.
6 Цели применения метода «5 Why?».
7 Назначение матрицы показателей и характеристики ее квадрантов.
8 Назначение, области применения и цели построения диаграммы согласия и матрицы приоритетов.
9 Назначение и виды матричных диаграмм.
10 Смысл символов, используемых на матричных диаграммах для изображения степени (силы) тесноты связей между факторами (причинами и их проявлениями).
11 Назначение и область применения стрелочной диаграммы.
12 Формы представления стрелочных диаграмм и принципы их построения.
13 Назначение и область применения поточной диаграммы.
14 Символы, применяемые в поточных диаграммах процессов.
15 Порядок процедуры тестирования критериев.
16 Категории действий в принципе упрощения процессов.
17 Суть анализа трендов.
18 Случаи использования диаграммы паутина.
19 Назначение метода критического инцидента.
20 Назначение и этапы внедрения дзидока.
21 Назначение и принципы системы защиты от ошибок.
22 Характеристики профилей качества модели Кано.
23 Процедуры и правила применения модели Кано.
Лекция 8 Система упорядочения («5 S»)
Цели, создание и развитие системы. Методология внедрения системы. Рекомендации по внедрению системы в производственных условиях. Эффективность системы «5S».
Не нашли, что искали? Воспользуйтесь поиском: